
Титульный лист и исполнители
РЕФЕРАТ
Отчет 154 с., 34 рис., 12 табл., 42 источника.
ЛЕН, ЛЬНЯНАЯ ТРЕСТА, МОБИЛЬНЫЙ АГРЕГАТ, БЛОЧНО-МОДУЛЬНЫЙ АГРЕГАТ, СИСТЕМА ПНЕВМОТРАНСПОРТА, РЕЖУЩЕ-ОТДЕЛИТЕЛЬНЫЙ АГРЕГАТ, РАЗМАТЫВАЮЩИЙ АППАРАТ, ПЕРВИЧНАЯ ПЕРЕРАБОТКА, КОРОТКОЕ ВОЛОКНО, ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ, ХОЗЯЙСТВО, ПОЛЕ, АГРЕГАТ.
Объектом исследования является разработанная мобильная линия для первичной переработки льна, имеющая возможность быстрого монтажа и демонтажа, но требующая наличия приспособленного помещения для осуществления таких технологических процессов как размотка рулонов льна, доставленных с поля или места хранения, и первичная переработка льняной массы в короткое волокно.
Цель работы. Теоретическое исследование и обоснование технологического процесса, режимов и конструкции мобильного блочно- модульного агрегата для первичной переработки тресты льна в короткое волокно в условиях хозяйства.
В процессе научно-исследовательской работы были проведены теоретические и экспериментальные исследования льнокомбайна КВЛ-1 для первичной переработки льна в полевых условиях, который реализует следующие технологические процессы: подбор массы льна с поля, подача массы в дезинтегратор, пневматический транспорт и первичная переработка льняной массы в короткое волокно.
Научно обоснованы недостатки существующих мобильных агрегатов, разработаны основы теории технологического процесса и теоретически обоснованы конструктивные решения блочно-модульного агрегата для переработки льняной тресты в условиях сельскохозяйственного предприятия.
Даны рекомендации по проектированию мобильного блочно-модульного технического средства для переработки льна.
ВВЕДЕНИЕ
В настоящее время в Российской Федерации увеличивается производство льна, который является натуральным, экологически чистым и стратегическим сырьем, так как используется во всех отраслях промышленности: текстильной, трикотажной, обувной, медицине, автомобилестроении, строительстве, целлюлозно-бумажной, пищевой, химической, энергетической и др.
Лён – это высокорентабельная ежегодно возобновляемая техническая культура. В 2020 году в 19 регионах России посевная площадь льна составила около 53 тыс. гектаров.
Однако необходимо стимулировать возделывание льна во всех хозяйствах вне зависимости от формы собственности и объема производства. Стимулом развития льноводства, в частности, может служить вооружение производителя современным технически обеспечением, особенно на заключительной стадии технологического процесса – переработки льнотресты в волокно, что позволит значительно повысить рентабельность производства этой культуры.
Требуемое потребление коротких льняных волокон текстильными предприятиями в стране составляет около 100 тыс. тонн в год. Из-за отсутствия такого количества короткого льноволокна на внутреннем рынке, часть его закупается за рубежом. Зависимость от зарубежных поставок ставит под угрозу некоторые отечественные текстильные предприятия, работающие на этом сырье. Даже переход льнозаводов на производство однотипного льноволокна (вся льнотреста переводится в короткое волокно), которое является близким аналогом волокна льняного короткого, не закрывает потребность в коротких натуральных волокнах.
Создавшаяся ситуация говорит о необходимости увеличения собственной базы натурального сырья, из которого можно произвести короткие натуральные волокна для технического, бытового текстиля, утеплителей, нетканых полотен, крученых изделий, модифицированного волокна, ваты, обтирочных материалов, повязок, композитов и многих других материалов из натуральных волокон [1].
Развитие льняного производства и увеличение объёмов короткого натурального волокна ставит задачу снижения себестоимости, которую в первую очередь нужно решить применением недорогого, высокопроизводительного, энергоэффективного и простого по конструкции технологического оборудования. Кроме того, снижение себестоимости можно достичь мобильностью этого оборудования – возможностью свободного перемещения от поля к полю, а также за счет переработки тресты, на короткое волокно требуемых характеристик из массы или ленты различных исходных характеристик.
В настоящее время применяется для производства короткого и однотипного волокна из льнотресты различного качества ряд конструкций, работающих как на мобильных машинах так в стационарных условиях. Это дезинтегратор ДВЛ-2, предлагаются также мяльно-трепальные станки СМТ-200М и СМТ-500 [2]. Дезинтегратор является простым и проверенным практикой измельчительным устройством, поэтому применяется в России под маркой ДЛ-2М, Беларуси и Украины в технологических линиях для короткого и однотипного волокна, преимущественно для переработки льна, а станки СМТ-200М и СМТ-500 исследованы только в лабораторных условиях [3].
Имеет перспективу оригинальная конструкция мобильного агрегата КВЛ-1 Вяземского машиностроительного завода, прошедшая полевые испытания по прямому получению короткого льноволокна из ленты. Основным элементом мобильного устройства является дезинтегратор ДЛВ-2, где посредством принципиально нового взаимодействия между льнотрестой и рабочими органами происходит нарушение связи между волокном и древесиной. Предлагаемое техническое решение позволяет значительно снизить себестоимость получаемого однотипного льноволокна.
Кроме того, очень важно увязать параметры прицепного мобильного агрегата для переработки тресты льна в поле с самой технологией переработки льнотресты в волокно: выявить какова оптимальная пропускная способность агрегатов входящих в состав технологической линии, какова оптимальная «мощность» мобильного агрегата.
Комплексное рассмотрение этих вопросов позволит усовершенствовать технологию уборки льна с прессованием тресты в рулон. Сократит транспортные расходы, сроки уборки и потери урожая, а также позволит эффективно использовать солому в качестве льнотресты.
Основной проблемой повышения эффективности льняного комплекса России является отсутствие инновационных технических средств для переработки соломы и тресты льна непосредственно в хозяйствах.
Экспериментальные испытания КВЛ-2 показали ряд существенных недостатков, не устранив которые, невозможно рекомендовать его в производство. Кроме того, до настоящего времени не были проведены его полномасштабные исследования.
Вышесказанное говорит о том, что необходимо изменить подходы к разработке конструкции агрегата для первичной переработки тресты непосредственно в хозяйстве максимально приблизив процесс к полю.
1. СОСТОЯНИЕ ВОПРОСА
1.1 Современное состояние льняной отрасли в Российской Федерации и в Смоленской области
Лён-долгунец является одной из основных прядильных культур, возделываемых в течение многих веков на территории Российской Федерации.
В последние годы наблюдается поступательное увеличение объемов производства льноволокна. В настоящее время в среднем по стране урожайность льноволокна составляет 9,3 центнера с одного гектара (в 2015 году – 9,1 центнера с одного гектара). Министерство сельского хозяйства Российской Федерации активно поддерживает сельскохозяйственных производителей льняной отрасли, а также работает с переработчиками сырья.
По своим потребительским качествам лён превосходит хлопок, обладая высокими гигроскопическими свойствами и антисептическим эффектом. Продукция изо льна широко востребована в мире и имеет высокий экспортный потенциал.
В настоящее время хлопок стал малодоступен текстильным предприятиям из-за высокой цены и потребностей в больших объемах поставки. В этих условиях лён для Российской Федерации является практически единственным источником натурального сырья для текстильной промышленности и продукции из натуральной целлюлозы на базе льна.
Высокий инновационный потенциал льняной отрасли заключается в использовании льняного волокна при производстве композитных материалов, которые широко применяются в космической отрасли, судостроении, самолёто- и машиностроении.
По итогам 2015 года в Европе сосредоточено 70 % объема выращиваемого льна. Мировой лидер по объемам и качеству производимого льноволокна – Франция (в 2017 году посевные площади увеличены до 100 тыс. гектаров с 80 тыс. гектаров в 2016 году).
Основным экспортером льняной продукции является Китай (в 2015 году он экспортировал льняной продукции на 827 млн. долларов США). Доля Российской Федерации составляет всего 0,5 % мирового рынка льняной продукции.
Анализ развития отечественной льняной отрасли за последние десятилетия показывает, что с 1990 по 2016 год посевные площади льна в стране сократились с 418,0 тыс. гектаров до 48,5 тыс. гектаров, или на 369,5 тыс. гектаров, то есть на 88,4 %. Динамика изменения посевных площадей льна в Российской Федерации за 1990 – 2016 годы представлена на рисунке 1.
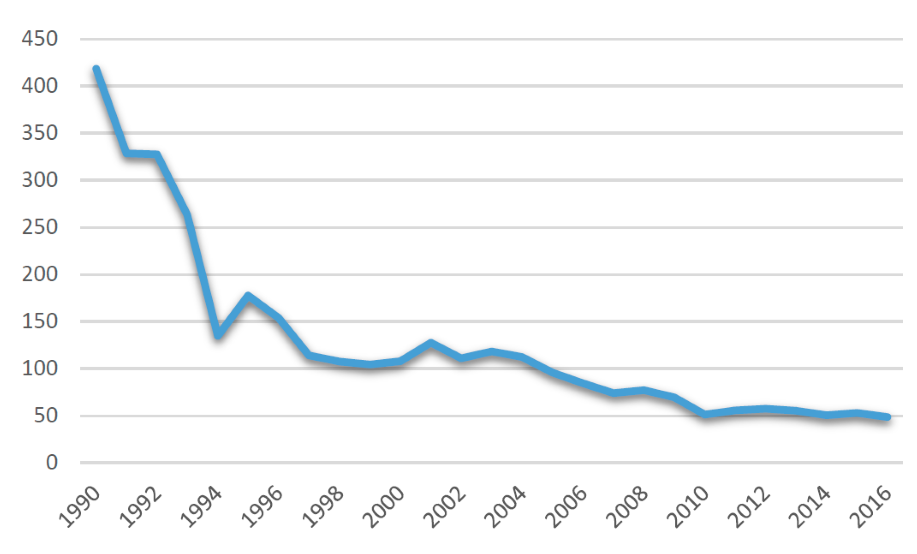
Рисунок 1.1. Динамика изменения посевных площадей льна в Российской Федерации за 1990 – 2016 годы.
Наибольшее сокращение посевных площадей льна происходит в основных льносеющих субъектах Российской Федерации: Новгородской области – на 93,7%, Псковской области – на 100%, Кировской области – на 98,5%, Вологодской области — на 82,9%, Ярославской области – на 89,5%, Костромской области – на 99,7%, Смоленской области – на 93%, Тверской области – на 93,4 %, данные о которых приведены в таблице 1.1.
Таблица 1.1 – Изменение посевных площадей льна за 1990 – 2016 годы
| №
п/п |
Регион | Посевные площади, тыс. гектаров с 1990 по 2016 годы | |||||
| 1990 | 2000 | 2010 | 2014 | 2015 | 2016 | ||
| 1 | Алтайский край | 3,5 | 5,9 | 4,7 | 3,6 | 3,8 | 3,9 |
| 2 | Брянская область | 4,9 | 1,3 | 0,5 | 2,1 | 2,2 | 1,8 |
| 3 | Вологодская область | 33,8 | 10 | 9,1 | 5,6 | 5,8 | 5,8 |
| 4 | Ивановская область | — | 3,2 | 1 | 0,3 | 0,3 | 0,1 |
| 5 | Кировская область | 12,9 | 2,6 | 0,5 | 0,2 | 0,1 | 0,2 |
| 6 | Костромская область | 29,8 | 5 | 1,4 | 0,4 | 0,3 | 0,1 |
| 7 | Курганская область | — | 0,05 | 0,9 | 1,5 | 4,4 | 3,2 |
| 8 | Нижегородская область | 16,1 | 2,2 | 2,5 | 2,6 | 1,8 | 2,2 |
| 9 | Новгородская область | 22,5 | 5,3 | 0,9 | 0,8 | 1,4 | 1,4 |
| 10 | Новосибирская область | 6 | 9,1 | 5 | 5 | 3,1 | 0,3 |
| 11 | Омская область | 3,5 | 0,73 | 3,1 | 5,5 | 6,3 | 6,2 |
| 12 | Псковская область | 38,2 | 11,1 | 0 | 0 | 0 | 0 |
| 13 | Республика Татарстан | — | 1,1 | 0,2 | 1 | 1,1 | 1,1 |
| 14 | Смоленская область | 71,5 | 12,6 | 1,6 | 3,1 | 3,9 | 5 |
| 15 | Тверская область | 102,6 | 17,5 | 6,1 | 6,5 | 7,4 | 6,8 |
| 16 | Томская область | 0,8 | 0,6 | 1,4 | 1,4 | 1,4 | 1,4 |
| 17 | Удмуртская республика | 14,8 | 7,8 | 6,2 | 6 | 6 | 4,9 |
| 18 | Ярославская область | 27,5 | 3,4 | 3,6 | 2,9 | 2,8 | 2,9 |
| Всего по стране | 418,0 | 107,6 | 51,2 | 50,5 | 52,6 | 48,5 | |
За период с 1999 по 2016 год прослеживается тенденция снижения показателей посевных площадей и валового сбора с одновременным ростом урожайности льна.
Однако к 2020 году в стране посевные площади льна увеличились до 53 тыс. гектаров по сравнению с около 50 тыс. гектарами в 2019 году.
Кроме того, производителям льна-долгунца в Смоленской области также удалось остановить падение его производства и стабилизировать работу по восстановлению посевных площадей. Произошло увеличение посевных площадей с 3 тыс. гектаров в 2014 году до 5 тыс. гектаров в 2016 году.
В 2016 году Смоленская область занимала первое место по производству льноволокна среди 6 льносеющих регионов Центрального федерального округа и второе место среди 18 льносеющих регионов Российской Федерации.
Динамика показателей, характеризующих развитие льняной отрасли Смоленской области, приведена в таблице 1.2.
Таблица 1.2 – Динамика показателей развития льноводства Смоленской области
| Годы | Наименование показателей | |||
| Посевная площадь льна, тыс. гектаров | Валовой сбор льноволокна, тыс. тонн | Урожайность льноволокна, ц/га | Урожайность льносемян, ц/га | |
| 1990 | 71,5 | 13,5 | 1,9 | 1,1 |
| 1995 | 23,1 | 10,4 | 4,5 | 1,9 |
| 2000 | 12,6 | 5,3 | 4,2 | 2,1 |
| 2005 | 9,7 | 4,6 | 4,7 | 1,2 |
| 2010 | 1,5 | 0,8 | 6,1 | 1,5 |
| 2012 | 3,9 | 2,1 | 6,6 | 1,5 |
| 2015 | 3,9 | 3,8 | 9,7 | 2,5 |
| 2016 | 5 | 5,1 | 10,3 | 2,8 |
Смоленская область одна из первых в стране приступила к развитию льняной отрасли в рамках реализации Государственной программы развития сельского хозяйства и регулирования рынков сельскохозяйственной продукции, сырья и продовольствия на 2008-2012 годы, утвержденной постановлением Правительства Российской Федерации от 14.07.2007 № 446. В 2015 году была принята ведомственная целевая программа «Развитие льняного комплекса Смоленской области» на 2014 — 2017 годы (далее – ведомственная целевая программа) в рамках областной государственной программы «Развитие сельского хозяйства и регулирование рынков сельскохозяйственной продукции, сырья и продовольствия в Смоленской области» на 2014 — 2020 годы, утвержденной постановлением Администрации Смоленской области от 20.11.2013 № 928, главными задачами которой являлись техническая и технологическая модернизация производства и переработки льняного сырья, изготовление новых видов льнопродукции, повышение их качественных параметров и поставка конкурентных товаров изо льна на отечественные и зарубежные рынки.
Реализация мероприятий ведомственной целевой программы позволила привлечь на развитие отрасли свыше 730 млн. рублей инвестиций.
В ходе реализации мероприятий ведомственной целевой программы по развитию льняной отрасли Смоленской области к 2016 году по сравнению с 2011 годом были достигнуты следующие производственные показатели:
— посевные площади льна увеличились в 2,5 раза – с 2 тыс. гектаров до 4,9 тыс. гектаров;
— валовое производство льноволокна увеличилось в 4,6 раза – с 1,1 тыс. тонн до 5,1 тыс. тонн;
— валовое производство льносемян увеличилось в 3,4 раза – с 267 тонн до 906 тонн.
В настоящее время льняная отрасль Смоленской области представлена 16 льносеющими предприятиями (рисунок 1.2).
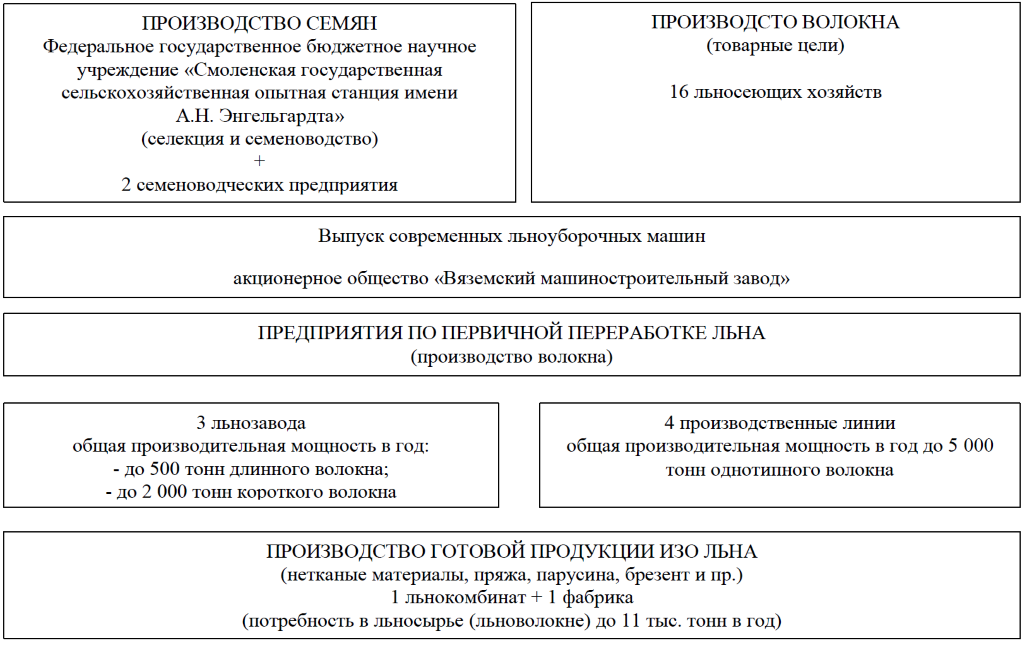
Рисунок 1.2. Схема льняной отрасли Смоленской области.
За 2012-2016 годы обеспечен рост качественных показателей, характеризующих интенсификацию производства:
— урожайность льна (в переводе на льноволокно) с 1 гектара увеличилась в 1,6 раза – с 6,6 центнера до 10,3 центнера;
— урожайность льносемян с 1 гектара увеличилась в 1,9 раза – с 1,5 центнера до 2,8 центнера.
Достигнутые производственные показатели были обеспечены за счет проведения технического перевооружения льняной отрасли. За время реализации ведомственной целевой программы на техническую модернизацию льняной отрасли было направлено 152 млн. рублей из областного бюджета, что составило 65 % от общей суммы бюджетных средств на ведомственную целевую программу.
Спецификой Смоленской области является преобладание на территории малых и средних сельскохозяйственных предприятий мелкоконтурных полей, использование которых является определенным преимуществом при производстве продукции изо льна по сравнению с производством остальных сельскохозяйственных культур (зерновые, рапс), требующих значительных земельных массивов. Кроме того, наиболее затратными производственными процессами при возделывании льна являются уборка и первичная переработка.
Исходя из этого, при оказании государственной поддержки на техническое переоснащение производства приоритетным было определено предоставление субсидий на приобретение оборудования малой мощности для первичной переработки льна, что значительно повышает эффективность производства.
Техническая модернизация льняной отрасли к 2016 году позволила в 2 раза сократить затраты на производство по сравнению с 2012 годом.
В Смоленской области ведется активная работа в селекционно-семеноводческой сфере. Ежегодное выделение субсидий на воспроизводство оригинальных и элитных семян льна привело к улучшению сортового разнообразия и состава высеянных семян. В 2006 году высевалось 5-7 сортов, а к 2017 году высевается более 10 сортов отечественной и зарубежной селекции.
При этом значительную долю (36 %) занимают сорта смоленской селекции, 28 % – голландский сорт Агата, 24 % – сорта белорусской селекции, 12 % – сорта тверской селекции.
Сегодня семеноводством льна в Смоленской области занимаются открытое акционерное общество «Ярцевский льнозавод» и общество с ограниченной ответственностью «Извеково», которые ежегодно производят более 100 тонн элитных семян сортов льна смоленской селекции. Урожайность семян льна составляет 4-5 центнеров с 1 гектара.
Ежегодно за пределы Смоленской области реализуется 50-60 тонн семян льна, что составляет более 50 % от объема произведенных семян льна в Смоленской области. Смоленские семена льна широко востребованы в Вологодской области, Костромской области и в ряде других областей Центрального федерального округа.
В Смоленской области продолжается работа по совершенствованию технологии уборки льна на семенные и товарные цели.
В 2013 году на предприятиях муниципального образования «Вяземский район» Смоленской области, занимающихся льноводством, совместно с публичным акционерным обществом «Пензмаш» были апробированы технологии с применением очесывающих жаток для уборки льна на семена.
В результате усовершенствования технологий сократились потери и увеличился выход качественных семян льна. Так, на отдельных полях урожайность семян составила 7 центнеров с 1 гектара и выше. В 2014-2016 годах льносеющими предприятиями Смоленской области было собрано по 700 тонн семян льна, что в 2-3 раза больше объемов, произведенных в 2009-2011 годах.
Несмотря на то, что ведомственная целевая программа утратила силу, в рамках реализации областной государственной программы «Развитие сельского хозяйства и регулирование рынков сельскохозяйственной продукции, сырья и продовольствия в Смоленской области» на 2014 — 2020 годы, утвержденной постановлением Администрации Смоленской области от 20.11.2013 № 928, сохраняются мероприятия, направленные на развитие льноводства в Смоленской области:
— предоставлений субсидий сельскохозяйственным товаропроизводителям (кроме граждан, ведущих личное подсобное хозяйство) на оказание несвязанной поддержки в области производства льна-долгунца;
— предоставление субсидий сельскохозяйственным товаропроизводителям (кроме граждан, ведущих личное подсобное хозяйство), занимающимся выращиванием льна-долгунца, на производство реализованной льнотресты (в переводе на льноволокно);
— предоставление субсидий сельскохозяйственным товаропроизводителям (кроме граждан, ведущих личное подсобное хозяйство), занимающимся выращиванием льна-долгунца, на возмещение части затрат на приобретение сельскохозяйственной техники и (или) оборудования для производства и (или) первичной переработки льна-долгунца.
1.2 Основные проблемы развития льняной отрасли в Смоленской области
Льноводству в настоящее время свойственны проблемы, характерные и для других отраслей экономики, а именно:
— несовершенные меры регулирования со стороны государства;
— нестабильность рынка, возникшая под воздействием санкций;
— отсутствие высококвалифицированных специалистов;
— отсутствие инвестиций в строительство и модернизацию основных средств предприятий льняной отрасли Российской Федерации;
— отсутствие качественной отечественной льноуборочной техники;
— отсутствие современного российского оборудования для первичной переработки льнотресты;
— отсутствие поддержки льносеющих предприятий со стороны государства;
— слабая сырьевая база для производства длинного волокна. Перерабатывающие компании испытывают зависимость от импортного сырья и вынуждены закупать длинное волокно у стран-импортеров.
Сложное финансовое положение значительной части сельскохозяйственных товаропроизводителей льняной отрасли привело к возникновению следующих проблем:
— невозможность обновлять материально-техническую базу;
— сокращение закупок новой техники;
— отсутствие финансовых средств для приобретения минеральных удобрений и средств для проведения защитных мероприятий на посевах льна;
— физический износ основных средств производства, помещений для хранения семян льна, сушильно-сортировальной базы.
Сельскохозяйственные предприятия Смоленской области, которые выращивают лен, сталкиваются с проблемами, связанными со сбытом переработанного сырья и модернизацией оборудования.
К основным проблемам развития льняной отрасли в Смоленской области относятся:
— отсутствие специализированной техники и оборудования, что приводит к снижению качественных и количественных характеристик урожая, а также эффективности его дальнейшей переработки;
— низкий выход наиболее ценного продукта – длинного льноволокна (на уровне 40 — 45 процентов от общего количества получаемой готовой продукции);
— отсутствие современного технологического оборудования по переработке волокна;
— нехватка квалифицированных трудовых ресурсов для развития данной отрасли.
В связи с наличием указанных проблем динамика большинства производственных и экономических показателей производства льна неудовлетворительна, уменьшены его валовые сборы.
Низкая эффективность возделывания льна не стимулирует сельскохозяйственных товаропроизводителей к расширению посевных площадей данной культуры и увеличению производства продукции льняной отрасли.
Таким образом, потенциал развития льняной отрасли существенный, но необходима государственная поддержка.
Развитие льняного кластера Смоленской области – единственный путь не потерять культуру возделывания льна.
1.3 Основные направления развития льняного кластера Смоленской области
1.3.1 Основные цели и задачи
В силу благоприятных природно-климатических условий для возделывания льна (среди льносеющих областей Смоленский регион имеет наивысший балл интегрального индекса оценки естественных условий производства льна-долгунца, который равен 1,65) льняная отрасль занимает особое место в Смоленской области.
Наличие больших площадей, пригодных для выращивания высококачественного льна – важное конкурентное преимущество Смоленской области на всероссийском и мировом рынках. При условии максимального использования имеющегося потенциала в Смоленской области существует возможность возделывать лен на площади 100 тыс. гектаров, или на 10 % имеющейся площади пашни (в Российской Федерации за последние 5 лет посевные площади льна в среднем составляли 50-55 тыс. гектаров).
Льняная отрасль Смоленской области располагает богатым производственным и научным потенциалом. В Смоленской области испытывают новые сорта льна, технологии и машины, что позволяет увеличивать урожайность льнотресты.
В настоящее время в Смоленской области доходность льняной отрасли составляет 185 млн. рублей, или 2 % от суммарных доходов сельского хозяйства.
Для развития экономики Смоленской области необходимо применение такой формы организации и кооперации труда, которая могла бы обеспечить накопление и эффективное использование ресурсов территории. К такой форме можно отнести кластер.
Кластеры, соединяя в себе фундаментальную науку, проектно-конструкторские разработки и новые высокотехнологические производства, создают условия для перевооружения промышленности, определяют приоритетные инвестиционные вложения и формируют комплексные производственно-технологические пакеты для принятия выгодных инвестиционных решений. Привлечение инвестиций в кластер обеспечивает мультипликативный эффект развития экономики Смоленской области.
Целью развития льняного кластера Смоленской области является повышение конкурентоспособности и экономического потенциала льняной отрасли за счет реализации эффективного взаимодействия предприятий, научных учреждений и органов власти для расширения доступа к инновациям, технологиям и высококвалифицированным кадрам.
Стратегическая цель развития льняного кластера Смоленской области – возвращение Смоленской области лидирующих позиций в Российской Федерации по производству льна.
Задачами развития льняного кластера Смоленской области являются:
— создание благоприятного инвестиционного климата, повышение инвестиционной привлекательности льняной отрасли и повышение объема инвестиций в льняную отрасль;
— содействие эффективной реализации проектов, направленных на повышение конкурентоспособности участников льняного кластера Смоленской области;
— обеспечение эффективной методической, информационно-консультационной, научной и образовательной поддержки функционирования льняного кластера Смоленской области на региональном и отраслевом уровне;
— повышение эффективности работы сельскохозяйственных организаций за счет внедрения современных технологий производства высококачественного льноволокна;
— выстраивание эффективного взаимодействия между участниками льняного кластера Смоленской области;
— создание между участниками льняного кластера Смоленской области замкнутой производственной линии;
— увеличение экспорта льноволокна;
— устранение разрыва в цепочке «наука – образование – бизнес» в льняной отрасли;
— повышение эффективности деятельности участников льняного кластера Смоленской области за счет оптимизации внутреннего взаимодействия, а также развитие инфраструктуры;
— повышение эффективности коммуникации между участниками льняного кластера Смоленской области и органами государственной власти Смоленской области, органами местного самоуправления муниципальных образований Смоленской области, формирование единой стратегии развития;
— развитие взаимодействия между поставщиками и производителями, образовательными учреждениями, финансовыми и государственными институтами;
— организация международных контактов в целях выхода на новые рынки сбыта готовой продукции участников льняного кластера Смоленской области;
— содействие устойчивому развитию льняной отрасли в Смоленской области;
— содействие развитию науки и инновационной деятельности в сфере производства и переработки льна;
— развитие кооперативных связей участников льняного кластера Смоленской области;
— формирование эффективной системы взаимодействия между участниками льняного кластера Смоленской области;
— привлечение лучших экспертных ресурсов для реализации кластерных проектов;
— содействие привлечению прямых инвестиций для проектов, реализуемых в рамках льняного кластера Смоленской области.
1.3.2 Участники льняного кластера Смоленской области
Важным компонентом льняного кластера Смоленской области является его инфраструктура, к которой относятся образовательные организации, научно-исследовательские организации, финансовые институты.
Среди объектов инфраструктуры льняного кластера Смоленской области следует выделить федеральное государственное бюджетное образовательное учреждение высшего образования «Смоленская государственная сельскохозяйственная академия» (далее – ФГБОУ ВО Смоленская ГСХА), которое осуществляет подготовку кадров, профессиональную переподготовку и повышение квалификации работников в сфере аграрно-промышленного комплекса (сельское хозяйство), лесного хозяйства, геодезии.
ФГБОУ ВО Смоленская ГСХА занимается изучением производства льна и процессов его переработки.
В 2016 году ФГБОУ ВО Смоленская ГСХА получила грант Министерства сельского хозяйства Российской Федерации по теме исследования «Разработка инновационной технологии переработки льна-долгунца как стратегического сырья», в рамках которого дана оценка комплексных приемов, определяющих качество агроценоза льна-долгунца, снижение рисков агроклиматических стресс-факторов, болезней, улучшение вылежки, обеспечивающих повышение выхода льняной продукции.
ФГБОУ ВО Смоленская ГСХА уделяет особое внимание научным исследованиям и разработкам, проводимым молодыми специалистами. Актуальные темы диссертационных и магистерских работ, выполненных студентами и аспирантами указанного учреждения, будут востребованы в работе предприятий льняного кластера Смоленской области.
К основным направлениям реализации имеющегося потенциала льняной отрасли Смоленской области относятся вопросы совершенствования научного обеспечения развития льноводства. Федеральное государственное бюджетное научное учреждение «Смоленская государственная сельскохозяйственная опытная станция имени А.Н. Энгельгардта» (далее также – ФГБНУ Смоленская ГОСХОЗ) является одним из старейших научно-исследовательских учреждений страны в сфере сельского хозяйства. Оно было основано в 1896 году. За период функционирования ФГБНУ Смоленская ГОСХОЗ смоленскими селекционерами создано 35 сортов льна-долгунца, ежегодно в ФГБНУ Смоленская ГОСХОЗ производится до 5 тонн оригинальных семян. В Смоленской области сортами льна-долгунца селекции ФГБНУ Смоленская ГОСХОЗ занято более 70% посевных площадей, а в Российской Федерации – около 30%.
В Смоленской области при возделывании льна также широко используются современные инновационные разработки федерального государственного бюджетного научного учреждения «Всероссийский научно-исследовательский институт льна», расположенного в городе Торжке Тверской области, которое занимается селекцией льна-долгунца и нарабатывает технологии его возделывания и уборки.
Также планируется, что в рамках технологической инфраструктуры в состав льняного кластера Смоленской области войдет федеральное государственное бюджетное научное учреждение «Всероссийский научно-исследовательский институт механизации льноводства» – единственное учреждение на территории Российской Федерации и всего постсоветского пространства, разрабатывающее специализированную технику для уборки льна, первичной переработки льнотресты, доработки семян, производства из них продуктов питания.
1.3.3 Структура управления льняным кластером Смоленской области
Управление льняным кластером Смоленской области планируется осуществлять советом льняного кластера Смоленской области, в состав которого войдут представители органов государственной власти Смоленской области, руководители предприятий – участников льняного кластера Смоленской области, руководители образовательных организаций Смоленской области. Целью деятельности совета льняного кластера Смоленской области является обеспечение стратегического руководства деятельностью льняного кластера Смоленской области.
На 2018 год запланировано создание специализированной организации по развитию льняного кластера Смоленской области с образованием юридического лица – ассоциации. К основным целям деятельности ассоциации относятся:
— объединение членов ассоциации для развития льняного кластера Смоленской области;
— повышение конкурентоспособности выпускаемой продукции предприятиями льняного кластера Смоленской области, а также иных видов деятельности, осуществляемых членами ассоциации;
— повышение в обществе авторитета, престижа и общественной значимости деятельности членов ассоциации;
— качественная профессиональная подготовка работников организаций – членов ассоциации и индивидуальных предпринимателей – членов ассоциации;
— постоянная нацеленность на повышение стандартов деятельности членов ассоциации;
— содействие в реализации и защите прав и интересов членов ассоциации;
— разработка и установление стандартов и правил деятельности членов ассоциации, а также контроль за соблюдением требований указанных стандартов и правил.
Координатором льняного кластера Смоленской области будет являться автономная некоммерческая организация «Центр кластерного развития Смоленской области», которая будет решать следующие задачи:
— проведение анализа потенциала Смоленской области в части развития льняного кластера Смоленской области;
— разработка проектов программ развития льняного кластера Смоленской области;
— разработка и содействие в реализации инвестиционных программ, технико-экономических обоснований проектов и программ развития льняного кластера Смоленской области;
— проведение мониторинга состояния инновационного, научного, производственного, финансово-экономического потенциала льняного кластера Смоленской области и актуализация программ развития льняного кластера Смоленской области;
— организационное проектирование цепочек взаимодействия между участниками льняного кластера Смоленской области;
— содействие в разработке и продвижении бренда льняного кластера Смоленской области;
— содействие участию в совместных кластерных проектах участников льняного кластера Смоленской области, образовательных организаций и научных организаций;
— организация вебинаров, «круглых столов», конференций, семинаров для участников льняного кластера Смоленской области;
— проведение публичных обсуждений (стратегических сессий) проектов стратегий и программ развития льняного кластера Смоленской области;
— оказание содействия участникам льняного кластера Смоленской области при получении государственной поддержки;
— оказание содействия в выводе на рынок новых продуктов (работ, услуг) участников льняного кластера Смоленской области;
— оказание содействия участникам льняного кластера Смоленской области в посещении крупных российских и международных выставочных площадок;
— продвижение товаров (работ, услуг) участников льняного кластера Смоленской области на конгрессно-выставочных мероприятиях;
— оказание содействия в получении маркетинговых услуг (проведение маркетинговых исследований, позиционирование товаров, работ, услуг);
— организация и проведение обучающих тренингов, семинаров с привлечением сторонних организаций с целью обучения сотрудников организаций – участников льняного кластера Смоленской области;
— оказание содействия в проведении информационных кампаний в средствах массовой информации для участников льняного кластера Смоленской области в части освещения деятельности предприятий – участников льняного кластера Смоленской области, деятельности льняного кластера Смоленской области и перспектив его развития;
— координация развития внутрикластерных инициатив, целевых программ и проектов в интересах отдельных участников или группы участников льняного кластера Смоленской области;
— координация разработки и согласования программы развития льняного кластера Смоленской области;
— участие в разработке нормативных правовых актов, целевых программ развития льняной отрасли в Смоленской области;
— обобщение и распространение информации о достижениях науки и техники, российском и иностранном опыте в сфере развития льняной отрасли;
— выработка рекомендаций для органов государственной власти Смоленской области по внесению корректировок в региональные программы развития льняной отрасли Смоленской области.
1.3.4 Преимущества кластерного подхода в развитии льняной отрасли в Смоленской области
Процесс воспроизводства льна возможен только с помощью инвестиций, которые можно привлечь при помощи четко выстроенной цепочки государственного финансирования путем создания кластера.
Деятельность льняного кластера Смоленской области позволит сформировать замкнутый цикл производства льняной продукции с выпуском готовых изделий изо льна по принципу «от поля – до прилавка», а также организовывать проведение научно-исследовательских и опытно-конструкторских работ.
Преимущества кластерного подхода:
— эффективное взаимодействие органов государственной власти Смоленской области, органов местного самоуправления муниципальных образований Смоленской области с бизнесом (представители органов государственной власти Смоленской области, органов местного самоуправления муниципальных образований Смоленской области выступают равноправными партнерами, влияя на принятие организационных и экономических решений в льняном кластере Смоленской области);
— повышение доступности различного рода финансовых ресурсов, участие в федеральных и региональных программах поддержки кластеров;
— развитие и модернизация производственной инфраструктуры, реализация совместных проектов организаций – участников льняного кластера Смоленской области в данной сфере;
— технологическое и организационное взаимодействие между участниками льняного кластера Смоленской области (стабильная технологическая цепочка: производство – переработка – сбыт);
— взаимодействие в области подготовки кадров, профессиональной переподготовки и повышения квалификации работников, улучшение кадрового обеспечения предприятий;
— уменьшение затрат на внедрение инноваций, повышение возможностей для внедрения внутренней специализации и стандартизации;
— развитие совместной брендовой политики;
— совместный выход на зарубежные рынки;
— повышение доступности и качества научно-исследовательских и опытно-конструкторских работ, формирование и развитие совместной научной базы и информационной среды;
— снижение издержек производства;
— повышение эффективности малых предприятий, что приводит к увеличению налогооблагаемой базы и налоговых поступлений в бюджет Смоленской области;
— снижение барьеров выхода на рынки сбыта продукции и поставок сырья и материалов, рабочей силы для средних и малых предприятий;
— повышение общей экономической устойчивости предприятий как внутри льняного кластера Смоленской области, так и за его пределами, что дает возможность субъектам малого и среднего предпринимательства получать доступ к финансовым ресурсам, которые раньше были недоступны;
— возможность для участников льняного кластера Смоленской области систематизировать возникающие проблемы и пути их преодоления совместными усилиями;
— появление инфраструктуры для научно-исследовательских и опытно-конструкторских разработок;
— возможности для более успешного выхода на внешние рынки.
Таким образом, кластер – это объединение целей, задач, сил, позволяющее реализовать возможности и защитить интересы каждого его участника.
Перевод льняной отрасли на кластерную основу позволит в дальнейшем увеличивать засеваемые площади, урожайность, качество льнотресты и, как результат, повысить производство выпускаемой продукции (льняных тканей и пряжи, нетканых и различных композитных материалов) за счет получения конкурентоспособной продукции.
Развитие льняного кластера Смоленской области позволит объединить науку и технику, производство и переработку, а также сбыт льняной продукции и создаст вертикально интегрированную систему государственного контроля с взаимовыгодным сотрудничеством с сельскохозяйственными товаропроизводителями и перерабатывающими предприятиями легкой промышленности, а также позволит привлечь средства федерального бюджета на финансирование мероприятий по развитию льняной отрасли в Смоленской области.
1.3.5 Мероприятия по развитию льняного кластера Смоленской области
Перечень основных мероприятий по развитию льняного кластера Смоленской области включает в себя следующие мероприятия:
1. Проведение маркетингового исследования состояния льняной отрасли Смоленской области, в ходе которого необходимо:
— провести анализ итогов работы льняной отрасли в 2017 году;
— оценить состояние производственной базы;
— провести анализ потребности, наличия и состояния техники для выращивания и первичной переработки льна.
2. Создание органов управления льняным кластером Смоленской области для повышения эффективности взаимодействия между участниками льняного кластера Смоленской области, привлечения инвестиций, взаимодействия с органами государственной власти Смоленской области, органами местного самоуправления муниципальных образований Смоленской области и федеральными органами государственной власти.
3. Комплекс мероприятий по продвижению льняного кластера Смоленской области, проводимый на регулярной основе и включающий в себя разработку сайта льняного кластера Смоленской области, подготовку презентации, продвижение информации о льняном кластере Смоленской области в средствах массовой информации, проведение конференций, семинаров, «круглых столов».
4. Развитие приоритетных направлений льняного кластера Смоленской области за счет внедрения углубленной специализации, современных технологий, повышения обеспеченности участников льняного кластера Смоленской области качественными семенами.
5. Улучшение сбыта продукции производителей Смоленской области путем создания коллективного регионального бренда и его продвижения.
6. Подготовка бизнес-планов, технико-экономических обоснований совместных кластерных проектов, в том числе создание новых товарных сегментов.
7. Формирование портфеля совместных кластерных проектов на 2019- 2020 годы.
8. Разработка и утверждение программы развития льняного кластера Смоленской области, которая включает:
— развитие сектора исследований и разработок;
— развитие научно-технической кооперации участников льняного кластера Смоленской области;
— развитие производственного потенциала и производственной кооперации;
— укрепление материально-технической базы, техническое и технологическое перевооружение участников льняного кластера Смоленской области.
Для разработки комплексного плана научных исследований предполагается объединить усилия научно-исследовательских и образовательных организаций, организаций машиностроения, предприятий легкой и текстильной промышленности, а также предприятий других отраслей экономики.
Таким образом, важное значение в рассматриваемом направлении должны занимать эффективные инновационные технические средства для первичной переработки соломы и тресты льна в поле. Они должны быть простыми, надежными, способными получать короткое волокно (моноволокно) различного функционального назначения для производства изделий технического и бытового назначения, снижать затраты на перевозку волокна в склады сырья или в места дальнейшей глубокой переработки. Их внедрение заинтересует переработчиков льна, тем самым привлечет дополнительные финансовые средства в отрасль, а значит, сделает указанные технические средства финансово привлекательными.
2. ОБЗОР И АНАЛИЗ АНАЛОГОВ БЛОЧНО-МОДУЛЬНОГО МОБИЛЬНОГО АГРЕГАТА ДЛЯ ПЕРЕРАБОТКИ ЛЬНОТРЕСТЫ В ХОЗЯЙСТВЕ
Основной проблемой повышения эффективности льнокомплекса России является отсутствие инновационных технических средств для переработки соломы и тресты льна в поле.
Современные исследования в этом направлении немногочисленны. Существует российский аналог – способ получения штапелированного волокна льна по прядильным характеристикам, близким к хлопковому волокну [2], который включает резку льнотресты (рисунок 2.1).
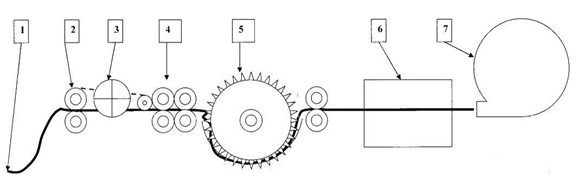
Рисунок 2.1. Технологическая схема самоходной машины: 1 – треста на льнище; 2 – гладкие вальцы; 3 – резательные диски; 4 – мяльные вальцы винтовые; 5 – костроотделитель; 6 – вибрационный грохот; 7 – рулон полученного волокна.
Резку льнотресты осуществляют в поле на самоходной машине (рисунок 2.2) с обеспечением штапельной длины волокна ориентировочно от 30 до 40 мм и частичным его обескостриванием. Как заявляют авторы, использование данного изобретения позволит исключить первичную обработку льна на льнозаводах.
Анализ предлагаемого способа и самоходной машины показал, что для реальных полевых условий её производительность по тресте 2100 кг/ч, по волокну 540 кг/ч и невысокая засоренность волокна, равная 12 % одновременно такие результаты получить невозможно.
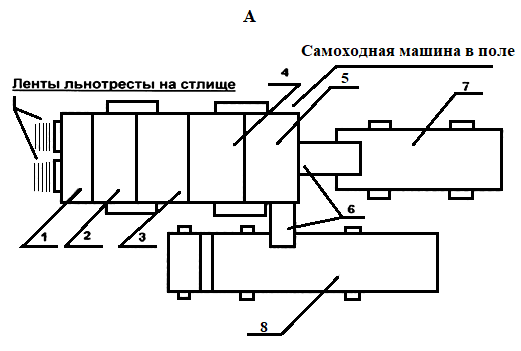
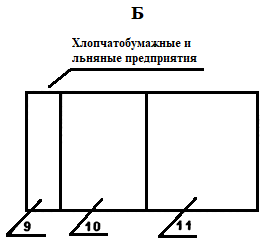
Рисунок 2.2. Вид самоходной машины: А – переработка льнотресты в поле; Б – переработка волокна на текстильном предприятии: 1 – узел подъема тресты; 2 – узел формирования слоя тресты; 3 – резательный узел; 4 – узел обескостривания; 5 – узел прессования; 6 – транспортер; 7 – тележка прицепная; 8 – кузов грузового автомобиля; 9 – узел глубокого обескостривания волокна; 10 – узел производства штапелированного волокна.
Если представить, что волокно после самоходной машины в поле будет иметь более высокую засоренность, чем 12 %, то затраты на производство волокна возрастут, так как может потребоваться доочистка волокна.
В самоходной машине реализовано несколько процессов, поэтому она будет достаточно металлоемкой, при работе в поле это может снизить её эффективность. В этом случае может увеличиться её потребляемая мощность, а также возрастет цена.
Следует отметить, что часть отмеченных недостатков, может быть исключено, но данная самоходная машина так и не была изготовлена, ни в виде экспериментальной установки, ни в опытном образце.
Существует также агрегат для уборки и переработки льна в штапелированное волокно [3], который включает механическую систему, перемещающуюся по полю и состоящую из узлов подъема слоя стеблей в виде ленты, их обескостривания и штапелирования. Вся механическая система расположена на съемной платформе, закрепленной на прицепном шасси, которое перемещается по полю с помощью автономного тягового средства. Система имеет возможность, отсоединения узла подъема ленты стеблей. Оставшаяся часть имеет функцию обескостривания тресты и включает мяльные валки, трепальный барабан, а также встряхивающее устройство для одновременного удаления костры и штапелирования волокна без операции резки и достижения средней длины волокон более 70 мм , причем после съема платформы с шасси механическая система может функционировать без узла подъема ленты стеблей в стационарных условиях.
На рисунке 2.3 изображен агрегат, убирающий и перерабатывающий лен в полевых условиях, и перерабатывающий лен в стационарных условиях.
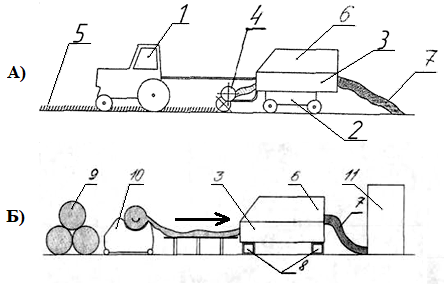
Рисунок 2.3. Агрегат для уборки и переработки льна в штапелированное волокно: А – убирающий и перерабатывающий лен в полевых условиях; Б – перерабатывающий лен в стационарных условиях.
Агрегат позволяет эксплуатацию в двух вариантах — полевом и стационарном. Полевой вариант эксплуатации агрегата для уборки и переработки льна в штапелированное волокно позволяет осуществлять рабочий процесс следующим образом.
Агрегат в составе тягового средства (трактора 1) и прицепа 2 (рисунок 2.3 А), с установленной на нем платформой 3, на которой закреплена механическая система в составе узла подъема 4 ленты 5 и узла 6 для обескостривания стеблей и штапелирования перемещается по полю. При этом осуществляется подбор лент стеблей стланцевой тресты 5 и их переработку с конечным получением частично очищенного от костры штапелированного льняного волокна 7 со средневзвешенной штапельной длиной более 70 мм.
После переработки полученное волокно укладывается на поверхность поля. Сразу после укладки волокно 7 подбирается с поля, например, рулонным пресс-подборщиком, который формирует из него рулон 9 (рисунок 2.3 Б). Далее этот рулон с применением погрузочного средства укладывается на транспортное средство для перевозки на текстильное предприятие.
Второй вариант эксплуатации реализуется в стационарных условиях (рисунок 2.3 Б) платформа 3 снимается с шасси и устанавливается на опоры 8 для стационарной работы находящегося на ней узла 6. Заготовленные хозяйством в процессе уборки рулоны стеблей стланцевой тресты 9 из мест сезонного хранения доставляются к месту стационарной переработки. Там с помощью размотчика рулона 10 формируется слой стеблей тресты, который подается к узлу 6 для переработки. Полученное частично обескостренное штапелированное льняное волокно со средней длиной более 70 мм прессуется в кипы с применением пресса 11. После этого кипы поступают на текстильные предприятия.
Преимуществами данной разработки являются.
1. После съема платформы с шасси механическая система может функционировать в стационарных условиях. Это позволяет сократить издержки производства на транспортные расходы, связанные с необходимостью перемещения больших объемов тресты к месту ее переработки, как правило, расположенному за пределами хозяйства.
2. Вариативность использования позволяет эксплуатировать систему круглый год.
3. Освободившийся прицеп и тяговое средство направляются на выполнение иных, не связанных с льнопроизводством, операций.
4. Использование электропривода в стационарных условиях значительно сократит энергетические издержки производства.
Таким образом, предлагаемый вариативный способ эксплуатации системы позволит более рационально использовать тяговое средство и прицеп. Более того, появляется возможность повысить занятость сельского населения в осеннее-зимний период и получить доход от реализации льняного волокна, выработанного в стационарных условиях.
5. Возможность при работе узла обескостривания выполнять одновременно функции штапелирования волокна с достижением его средней длины более 70 мм позволяет получать волокно с требуемыми параметрами технологического качества. Такие параметры обеспечивают рациональную подготовку волокна и его переработку на прядильных машинах, например при получении смесовой хлопкольняной пряжи. Причем, исключение резки будет способствовать уменьшению доли волокон «пуховой группы», что повысит выход готового продукта.
Недостатки описанного агрегата аналогичны недостаткам самоходной машины [2], описанной выше. Это сложность конструкции, так как и в предыдущей машине, в этом агрегате, кроме обязательного поднимающего узла, реализовано еще несколько последовательно установленных узлов (процессов): мяльный, трепальный, встряхивающий и выводящий. Как отмечалось выше, это достаточно металлоэнергоемкие узлы, что, несомненно, потребует увеличенную мощность привода и массу, увеличит неравномерность работы агрегата, а значит, снизит его эффективность и производительность. В настоящее время этот агрегат также не изготовлен и соответственно не имеет практического применения
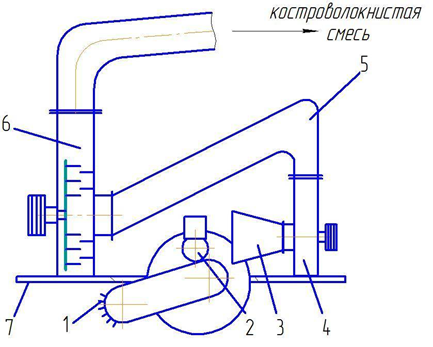
В 2015 году был разработан льнокомбайн КВЛ-1, предназначенный для первичной переработки льна с целью получения однотипного льноволокна из льна-долгунца в полевых условиях или в условиях стационара [4-8]. Данная полунавесная машина осуществляет в полевых условиях подбор льняной тресты, уложенной в ленту, отделение волокна от древесной части стебля (костры), и сбор готового волокна для передачи на последующую переработку. Конструктивно-технологическая схема КВЛ-1, а также общий вид и основные технологические узлы машины представлены на рисунках 2.4 и 2.5.
Льнокомбайн состоит из: рамы, на которой смонтированы ходовая часть, подборщика; дисковых ножей; вентилятора специального, устройство для нарушения связи волокна и древесины стеблей, устройства для отделения костры от волокна, гидравлической системы, аэродинамической системы транспортировки технологического материала, системы приводных валов.
Рама представляет собой пространственную конструкцию, сваренную из стальных профилей, образующую основной силовой каркас льнокомбайна.
Подборщик с транспортёром состоит из сварного каркаса, на котором смонтированы следующие узлы: копирующие колеса, подбирающий барабан с пружинными зубьями, цепной передачи с гидроприводом, приводящей во вращение барабан.
Дисковые ножи представляют собой остро заточенные диски, закрепленные с помощью ступиц на оси. Вращаются ножи вместе с осью при помощи гидропривода.
Устройство по отделению волокна от костры представляет собой сварной корпус («улитку»), внутри которого размещено рабочее колесо и смонтированы силовые элементы ударно воздействующими на льнотресту. Крепится рабочее колесо в подшипниковой опоре, смонтированной снаружи корпуса.
Гидравлическая система состоит из гидромоторов, вращающих рабочие органы, гидроцилиндров и системы трубопроводов, адаптированных для присоединения к буксирующему энергетическому средству (далее по тексту буксирующее ЭС).
а
б
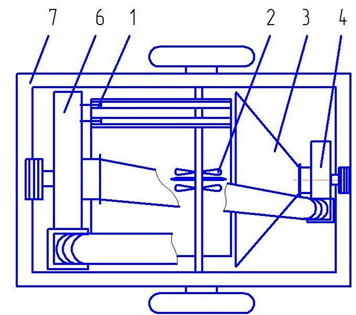
Рисунок 2.4. Конструктивно-технологическая схема машины для первичной переработки льна в поле КВЛ-1: а – вид сбоку; б – вид сверху: 1 – узел подъема; 2 – узел резки; 3 – щелевая воронка; 4 – вентилятор; 5 – узел питания; 6 – гарнитура – устройство для нарушения связи волокна и древесины стеблей; 7 – основание машины.
 |
а) |  |
б) |
 |
в) |  |
г) |
 |
д) |  |
е) |
 |
ж) |  |
з) |
Рисунок 2.5. Вид льнокомбайна КВЛ-1: а – общий вид; б – с буксирующим энергетическим средством; в – узел резки; г – устройство по отделению волокна от костры; д – приемная (всасывающая) воронка; е – при испытании в поле; ж – на испытаниях в лабораторно-производственных условиях; з – модернизированный подбирающий аппарат без узла резки.
Устройство по разделению волокна и костры закреплено на воздуховоде аэродинамической транспортной системы и состоит из корпуса с входным отверстием и выходным окном специальной конфигурации, разделяющим технологический продукт на основе физико-механических свойств. Механизм установки устройства при переводе в транспортное положение позволяет сложить выступающие за габарит рамы льнокомбайна элементы.
Аэродинамическая система транспортировки технологического продукта представляет собой систему воздуховодов, соединяющих агрегаты льнокомбайна в единую технологическую цепочку.
Система приводных валов состоит из карданного вала, соединяющего буксирующее ЭС с льнокомбайном, главного вала с предохранительными устройствами и ременных передач, передающих крутящий момент на вентилятор и устройство по отделению волокна и костры.
Технологический процесс переработки льна. При работе льнокомбайна в поле, уложенная в ленты и вылежанная льнотреста, захватывается пальцами барабана подборщика, поднимается и направляется в режущий аппарат. Режущий аппарат разделяет ленту льнотресты для обеспечения дальнейшей обработки. Далее разрезанная треста при помощи вентилятора по аэродинамической системе транспортировки поступает в устройство для нарушения связи волокна и древесины стеблей, ударно-воздействующим на льнотресту. При этом происходит разрушение деревянистой части тресты и отделение волокна от костры. Имеющиеся в конструкции элементы совместно с вентилятором создают воздушный поток, который транспортирует технологический продукт (смесь волокна и костры) по воздуховодам в корпус устройства по разделению волокна и костры. В устройстве по разделению волокна и костры, на основе физико-механических свойств, происходит разделение технологического продукта. Волокно собирается в присоединенный к раме льнокомбайна тракторный прицеп, а костра, выдуваемая потоком воздуха, разбрасывается по полю.
Технические характеристики КВЛ-1 представлены в таблице 2.1.
При испытании КВЛ-1 в поле в 2016 году (рисунок 2.5 е) выявлен недостаток в подбирающем аппарате и узле резки (рисунок 2.5 в), первый из которых был модернизирован, а второй, по результатам предварительных исследований, был демонтирован (рисунок 2.4 з). В итоге в испытаниях, описанных в п. 2.2 использовался уже несколько модернизированный вариант КВЛ-1.
Таблица 2.1 – Основные технические характеристики КВЛ-1
| Характеристика | Ед. изм. | Значение |
| Основные технические данные | ||
| Тип машины | полунавесная, колесная, однорядная | |
| Габаритные размеры, не более:
длина транспортная рабочая (с трактором) ширина высота |
мм |
4800 (8000) 2500 2600 |
| Масса, не более | кг | 3000 |
| Колесная база | мм | 2220 |
| Дорожный просвет | мм | 150 |
| Скорость движения, не более:
в режиме работы в транспортном режиме |
км/ч |
0,5-2* 10 |
| Производительность по льноволокну) | т/смена | 0,6-2* |
| Массовая доля костры в льноволокне, не более | % | 25* |
| Влажность льнотресты, не более | % | 17 |
| Ширина валка, не более | мм | 1400 |
| Подборщик | ||
| Тип | Подбирающий аппарат с кулачковым механизмом, пружинными зубьями и пассивным кожухом | |
| Ширина рабочая, не более | мм | 1400 |
| Привод | Гидравлический | |
| Режущий аппарат | ||
| Конструкция | Дисковый | |
| Привод | Гидравлический | |
| Вентилятор | ||
| Конструкция | Центробежный, специальный | |
| Привод | Ременной | |
| Диаметр ротора | мм | 630 |
| Устройство по отделению волокна от костры | ||
| Конструкция | «Вентиляторного» типа с ударными элементами | |
| Привод | Ременный | |
| Диаметр ротора | мм | 1000 |
| Устройство по разделению волокна и костры | ||
| Тип | Инерционное, аэродинамическое | |
| Требования к буксирующему ЭС | ||
| Тяговый класс буксирующего ЭС, не менее | кН | 14 |
| Частота вращения ВОМ | мин-1 | 540 (1000)* |
| Рекомендуемое буксирующее ЭС | – | МТЗ-80 (82) или эквивалент |
| *в зависимости от урожайности и качества льнотресты. | ||
На рисунке 2.6 представлена разработанная в Смоленской ГСХА конструктивно-технологическая схема машины для переработки льнотресты в однотипное и штапелированное волокно как отдельно в полевых условиях, так и в составе стационарных линий, организованных непосредственно в хозяйствах.
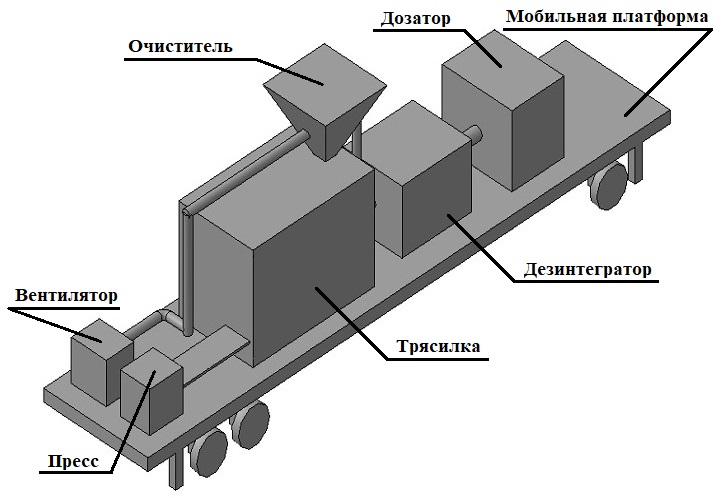
Рисунок 2.6. Мобильный агрегат первичной переработки льнотресты.
Гипотезами данной разработки являются:
1. Агрегат может функционировать в стационарных условиях максимально приближенных к месту производства тресты. Это позволяет сократить издержки производства на транспортные расходы, связанные с необходимостью перемещения больших объемов тресты к месту ее переработки, как правило, расположенному за пределами хозяйства.
2. Мобильность использования позволяет эксплуатировать агрегат круглый год.
3. Освободившиеся тяговое средство направляется на выполнение иных, операций.
4. Использование электропривода в стационарных условиях значительно сократит энергетические издержки производства.
5. Появляется возможность повысить занятость сельского населения в осенне-зимний период и получить доход от реализации льняного волокна, выработанного в стационарных условиях.
На основе проведенного обзора существующих технических средств для переработки льна в поле можно сделать следующие выводы.
Задача первичной переработки льняной тресты в поле является актуальной из-за отсутствия развитой сети льноперерабатывающих предприятий, территориально близко расположенных к производителю.
Данную задачу можно решить путем создания мобильных средств способных первично переработать тресту в поле или на стационарных площадках, организованных непосредственно в хозяйствах. Предлагаемые немногочисленные разработки представляются малоэффективными, металлоемкими и энергозатратными. Лабораторная и производственная проверка их невозможна, так как экспериментальные установки и опытные образцы отсутствуют, а наиболее перспективный образец имеет ряд недостатков и не может быть рекомендован для производства.
3. ОБОСНОВАНИЕ КОНСТРУКЦИИ, ПРОГРАММА И МЕТОДИКА ТЕОРЕТИЧЕСКИХ ИССЛЕДОВАНИЙ
3.1 Цели и задачи теоретических исследований
Актуальность исследований. Лен является стратегическим сырьем, так как продукция, полученная из семян и стеблей этого растения, используется во многих отраслях промышленности: текстильной, трикотажной, обувной, медицине, автомобилестроении, строительстве, целлюлозно-бумажной и др.
Одной из основных проблем повышения эффективности производства льноволокна является отсутствие инновационных технических средств для переработки тресты льна непосредственно в хозяйствах.
Объекты исследования. Предлагаемые мобильные устройства, предназначенные для переработки льнотресты в поле, а также разработанный ранее льнокомбайн полунавесной КВЛ-1 и его модернизированный вариант КВЛ-1М для первичной переработки льна в полевых условиях и соответственно технологические процессы, реализации мобильными устройствами первичной переработки льнотресты.
Цель работы. Обоснование и разработка макета конструктивных решений мобильного прицепного агрегата для переработки тресты льна в поле и в стационарных условиях.
Теоретическое обоснование технологического процесса и конструкции мобильного агрегата для первичной переработки тресты льна в короткое волокно в полевых и стационарных условиях хозяйства, производящего лен.
Задачи работы:
- дать оценку технического обеспечения технологий первичной переработки тресты мобильными устройствами;
- исследовать условия переработки тресты мобильными средствами;
- провести теоретические и экспериментальные исследования технологического процесса переработки тресты мобильными агрегатами;
- разработка теоретических основ инновационной технологии первичной переработки тресты льна мобильными блочно-модульными агрегатами;
- разработка методологии определения рациональных условий механической обработки стеблей льна в поле для получения волокна, которое может быть товарной продукцией низкой себестоимости и после доработки продукцией с высокой добавленной стоимостью, из которой можно изготовить изделия различного функционального назначения с необходимыми техническими характеристиками;
- разработка новой логистической схемы перевозки с полей первично переработанного лубоволокнистого материала вместо большого количества исходной тресты;
- повышение надежности технологической схемы, позволяющей с минимальными затратам получать короткое (моноволокно) и длинное волокно различного функционального назначения для производства изделий технического и бытового назначения. Она в несколько раз снизит затраты на перевозку волокна в склады сырья или в места дальнейшей глубокой переработки;
- научно обосновать конструктивные решения узлов и технологическую схему работы блочно-модульного мобильного агрегата для переработки тресты льна;
- дать рекомендации по применению мобильного технического средства переработки льна.
Практическая значимость исследований заключается в том, что мобильный агрегат будет являться неоспоримым эффективными новшеством для первичной переработки льнотресты непосредственно в хозяйствах. Агрегат делает возможным получение короткого льняного моноволокна прямо в поле, минуя операцию прессования соломы или тресты, при этом костра рассыпается в поле, повышая плодородия почвы. Агрегат позволит организовать первичную переработку льнотресты непосредственно в хозяйствах в период межсезонья.
3.2 Программа исследований
В соответствии с поставленными задачами определена следующая программа исследования:
- изучение технологических процессов: первичной переработки льнотресты в короткое и длинное волокно;
- теоретические исследования технологического процесса переработки тресты мобильными агрегатами;
- изучение характеристик льнотресты в зависимости от ее урожайности, влажности, засорённости;
- оценка технического обеспечения технологий первичной переработки тресты мобильными устройствами;
- определение эксплуатационных и технических характеристик проектируемого блочно-модульного прицепного агрегата;
- разработка графической модели мобильного блочно-модульного прицепного агрегата;
- разработка методики инженерного расчета пневмотранспорта блочно-модульного прицепного агрегата.
3.3 Методика проведения опытно-конструкторских работ
3.3.1 Описание проектируемого агрегата АБМ-1
В результате проведенного обзора существующего технического обеспечения технологии мобильной переработки тресты предложена следующая конструктивная схема (см. рисунок 2.6) блочно-модульного мобильного агрегата, предназначенного для переработки льняной тресты в хозяйствах, получившего условное наименование АБМ-1.
Агрегат АБМ-1 состоит из мобильной платформы, на которой смонтированы: дозирующие устройство; устройство для нарушения связи волокна и древесины стеблей; устройство для разделения волокна и костры; устройство для доочистки волокна; аэродинамической системы транспортировки технологического материала, системы управления механизмами и пресса для упаковки готового материала.
Мобильная платформа представляет собой пространственную конструкцию, сваренную из стальных профилей, опирающуюся на ходовую часть и образующую основной каркас агрегата.
Дозирующий аппарат состоит из размотчика рулонов тресты с направляющим транспортером.
Устройство по отделению волокна от костры представляет собой сварной корпус («улитку»), внутри которого размещено рабочее колесо и смонтированы силовые элементы, ударно воздействующими на массу льна. Крепится рабочее колесо в подшипниковой опоре, смонтированной снаружи корпуса.
Устройство по разделению волокна и костры закреплено на воздуховоде аэродинамической транспортной системы и состоит из корпуса с входным отверстием и выходным окном специальной конфигурации, разделяющим технологический продукт на основе физико-механических свойств. Механизм установки устройства при переводе в транспортное положение позволяет сложить выступающие за габарит рамы элементы.
Аэродинамическая система транспортировки технологического продукта представляет собой систему воздуховодов, соединяющих вентилятор и агрегаты в единую технологическую цепочку.
Принцип работы агрегата АБМ-1. При работе машины в поле упакованная в рулоны треста доставляется транспортным средством и направляется в размотчик рулонов. Дозирующие устройство направляет ленту тресты в приемную всасывающую воронку с конфузором и далее через всасывающий воздуховод-конфузор поступает в устройство по отделению волокна от костры (дезинтегратор) (см. рисунок 2.6). Костроволокнистая масса после дезинтегратора при помощи воздушного потока, создаваемого самим дезинтегратором, через воздуховод подается в устройство для отделения костры от волокна (разгрузитель, трясилка). В этом устройстве волокно отделяется от костры, на основе физико-механических свойств. Далее волокно собирается в прессовальное устройство, а костра, выдуваемая потоком воздуха, удаляется за пределы площадки.
3.3.2 Методика планирования экстремальных экспериментов
Планирование эксперимента — это процедура выбора числа и условий проведения опытов, необходимых и достаточных для решения задач с требуемой точностью [3]. Для решения поставленных выше задач в настоящей работе используется методика планирования экстремальных экспериментов.
Выбор методики планирования экстремальных экспериментов объясняется тем, что она позволяет одновременно решить следующие задачи:
- построить математическую модель производительности прицепного агрегата АПЛ-1;
- построить математическую модель часового расхода топлива прицепного агрегата АБМ-1.
В настоящее время в теории планирования экспериментов разработано множество планов, обладающих различными свойствами. В данной работе используется симметричный композиционный план типа Вк, обладающий тем преимуществом, что обеспечивает получение наименьшего объема эллипсоида рассеяния оценок коэффициентов. С экспериментальной точки зрения симметричный композиционный план типа Вк обладает тем преимуществом, что позволяет сократить число опытов и в тоже время возможно меньше отличающимся от непрерывных планов по О-оптимальности [9]. Это сокращает время проведения экспериментов и позволяет повысить точность результатов экспериментальных исследований.
Основная цель любой оптимизационной задачи — установление таких параметров, при которых достигается экстремальное значение выбранного критерия.
Выбрать критерий оптимальности при разработке МТА методически трудно, так как эффективность любого агрегата характеризуется показателями, среди которых нет единого и универсального. Неверно принятый критерий оптимизации, как правило, приводит к грубым просчетам, снижает или практически сводит на нет ценность полученных результатов.
Анализ показывает, что в качестве критерия оценки часто принимают различные экономические, технические и эксплуатационные показатели, поэтому оптимальные параметры существенно отличаются друг от друга. Кроме того, в процессе исследования по оптимизации МТА не сравнивают и не соизмеряют эти показатели. Следует также отметить, что существующая методика разработки агротехнических требований, а также их содержание не позволяют связать единым критерием оценки различные машины. Однако можно утверждать, что в основу новой методики целесообразно положить принцип дифференцированной оценки эффективности качественного показателя.
Таким образом, в общем случае в качестве критерия оценки эффективности сравниваемых вариантов должен быть выбран единый обобщенный показатель, обеспечивающий наиболее выгодный компромисс между отдельными показателями.
Для решения поставленной задачи следует выяснить, какая зависимость существует между величиной показателя и его оценкой, как свести воедино отдельные показатели и найти комплексную оценку, а также определить их относительные весомости.
Общий порядок оптимизации предусматривает следующие этапы:
- выбор объекта оптимизации и сбор априорной информации;
- выбор отдельных показателей, характеризующих эффективность оптимизируемого объекта;
- обсуждение и выбор оптимизируемых параметров и предполагаемых диапазонов их изменения;
- выбор метода обобщения отдельных показателей (выбор критерия оценки);
- определение весомости (важности) отдельных показателей;
- установление физических связей отдельных показателей и оптимизируемых параметров;
- определение величины переменных оптимизируемых параметров, соответствующих экстремальному значению выбранного критерия оценки.
Независимые переменные факторы обозначены:
X1, X2,…Xn (3.1)
Функция отклика обозначена
у = f (X1*X2*…*Xn) (3.2)
Целевую функцию (3.2) аппроксимируем полиномом вида
(3.3)
где: , , , – теоретические коэффициенты регрессии.
По результатам опытов рассчитывают выборочные оценки коэффициентов модели и строят уравнение регрессии.
(3.4)
где: у – выборочная оценка для критерия оптимизации.
Полином (3.4) имеет порядок второй степени, который для практического описания процесса производительности и массового расхода топлива достаточен.
При построении математических моделей производительности и часового расхода топлива прицепного агрегата КВЛ-1М выбраны критерии оптимизации (функции отклика) W и Q.
В качестве независимых переменных были выбраны: пропускная способность КВЛ-1М (Х1), влажность льнотресты (X2). Зависимыми переменными являлись производительность и часовой расход топлива.
Локальную область определения факторов установили из априорных соображений. Было решено варьировать каждым из факторов на двух уровнях. Выбранные факторы, их интервалы варьирования и установленные уровни указаны в таблице 3.1.
Таблица 3.1 – Уровни варьирования факторов
| Факторы | Пропускная способность КВЛ-1М, кг/с | Влажность льнотресты, % | Примечание |
| Основной уровень хt0 = 0 | 5 | 36 | — |
| Верхний уровень хtb =+1 | 8 | 60 | — |
| Нижний уровень хtn = -1 | 2 | 12 | — |
| Интервал варьирования ∆xt | 3 | 24 | — |
Перед началом эксперимента фактор кодируется по формуле
| (3.5) |
где: Xi — кодированное значение фактора;
хtb — натуральное значение фактора на верхнем уровне;
хt0 — натуральное значение фактора на основном уровне;
∆xt — интервал варьирования фактора;
| (3.6) |
где: xtB — значение фактора на верхнем уровне;
xtH — значение фактора на нижнем уровне.
Таблица 3.2 – Матрица симметричного композиционного плана второго порядка в кодовом масштабе
| Номер опыта | Порядок
реализации |
Факторы | ||
| Ядро плана | 1 | 6 | -1 | -1 |
| 2 | 2 | -1 | 1 | |
| 3 | 5 | 1 | -1 | |
| 4 | 1 | 1 | 1 | |
| Звездные точки | 5 | 7 | -1 | 0 |
| 6 | 8 | 1 | 0 | |
| 7 | 3 | 0 | -1 | |
| 8 | 4 | 0 | 1 | |
| Опыты в центре плана | 9 | 1 | 0 | 0 |
| 10 | 2 | 0 | 0 | |
| 11 | 3 | 0 | 0 | |
Чтобы установить физическую связь между выбранными показателями эффективности и переменными факторами был составлен симметричный композиционный план типа Вк. План эксперимента в кодовом масштабе записан в таблице 3.2.
3.3.3 Методика проведения экспериментов и математическая обработка результатов
После выбора плана переходят непосредственно к эксперименту. Чтобы исключить влияние систематических ошибок, вызванных внешними условиями (например, неточным контролем расхода топлива и др.), рекомендуются опыты, заданные планом эксперимента, проводить рандомизировано во времени, то есть в случайной последовательности. Порядок проведения опытов можно выбирать, например, по таблице случайных чисел. При организации эксперимента следует учитывать необходимость иметь оценку дисперсии опыта Sy2. Эта дисперсия может быть известна и до начала опытов, например, по аналогичным ранее проведенным работам, но обычно ее оценивают в процессе эксперимента. Единственная возможность это сделать — повторять (дублировать) опыты.
Если все опыты, заданные планом, выполняют по одному разу, а один из них (чаще в центре плана) дублируют несколько раз, то дисперсию опыта рассчитывают по формуле:
где: у0g – результат g-го дубля (повтора) опыта в центре плана;
– среднее арифметическое значение всех n0 дублей центрального опыта;
f1 — число степеней свободы.
Число степеней свободы — понятие, учитывающее в статистических ситуациях связи, ограничивающие свободу изменения случайных величин. Это число определяется как разность между числом выполненных опытов и числом констант (средних, коэффициентов и пр.), подсчитанных по результатам тех же опытов.
В данном случае при определении Sy2 по формуле (3.7) требуется предварительно подсчитать одну константу . Поэтому
(3.8)
Далее расчет коэффициентов регрессии модели (3.14) проводят по формулам:
0 =c1 u – c2 2iuyu
bi=c3iuyu
bij=c4uyu (3.9)
bii=c52tuyu+c62iuyu – c24
где: с1, с2, с3, с4, с5, с6, с7, с8, с9, с10- вспомогательные константы (см. таблицу 3.2);
К— число факторов;
N — число опытов.
А их дисперсии, среднеквадратические ошибки и ковариации – по формулам:
S2b0=c1S2y; Sb0=c7S2y; S2b0=c7b2y; Sb1=c8Sy;
Sij=c4S2y; Sij=c9Sy; S2bij=c7S2y; S2bij=(c5+c6)S2y; Sij=c10Sy; (3.10)
COVb0bu= — c2S2y; COVbybu= c8S2y
После расчета коэффициентов регрессии проверяют гипотезу об их статистической значимости.
Следует отметить, что процедура проверки статистических гипотез в общем случае формально предусматривает сравнение некоторого критерия, рассчитанного по экспериментальным данным, с его табличным значением при выбранном заранее уровне значимости а или, что то же самое, доверительной вероятности 1 – ɑ. Уровень значимости а по сути дела определяет наибольшую вероятность отвергнуть правильную гипотезу, то есть наибольшую вероятность в предположении о том, что экспериментальный вариант ошибочен.
Если найденное по экспериментальным данным значение критерия попадает в область, соответствующую уровню значимости, то проверяемая гипотеза неверна и ее следует отвергнуть, совершив ошибку с вероятностью а. Если же экспериментальное значение критерия попадает в область, соответствующую вероятности 1 – ɑ, то проверяемую гипотезу принимают, совершив ошибку, связанную уже с альтернативной гипотезой.
Для проверки гипотезы о статистической значимости коэффициентов регрессии, прежде всего, рассчитывают дисперсию оценок коэффициентов. Далее определяют величину доверительного интервала [3].
(3.11)
где: tɑt — критерий Стьюдента, берется из таблиц в зависимости от уровня значимости ɑ и числа степеней свободы f1 при определении дисперсии опыта Sy2;
Sbi — среднеквадратическая ошибка в определении коэффициента регрессии.
Коэффициент считается статистически значимым, когда его абсолютная величина больше доверительного интервала или равна ему, т.е.
|b|≥∆bt (3.12)
или
|b|≥tɑtSbi (3.13)
Таблица 3.3 – Вспомогательные константы для планов типа Вк
| Номер плана | I | |
| к | 2 | |
| Число коэффициентов bit в модели | 2 | 1 |
| C1 | 1,25000 | 0,50000 |
| C2 | 0,75000 | 0,50000 |
| C3 | 0,16667 | 0,16667 |
| C4 | 0,25000 | 0,25000 |
| C6 | 0,25000 | 0,16700 |
| C7 | 1,11803 | 0,70711 |
| C8 | 0,40825 | 0,40825 |
| C9 | 0,50000 | 0,50000 |
| C10 | 0,86603 | 0,81670 |
| Примечание. Во всех случаях с5 =0,50 | ||
Смысл последнего неравенства заключается в том, что абсолютная величина коэффициента должна быть в t раз больше, чем ошибка его определения.
Следующим этапом обработки данных является проверка гипотезы об адекватности модели, т. е. поиск ответа на вопрос, можно ли использовать полученное уравнение или необходима более сложная модель.
Гипотезу об адекватности чаще всего проверяют с помощью F-критерия (критерия Фишера).
Его расчетное значение определяют по формуле:
(3.14)
где: Sнеад.2 — дисперсия неадекватности математической модели.
(3.15)
где: урасч и уэксп — значение отклика в i-м опыте, соответственно рассчитанные по уравнениям регрессии и определенные экспериментально;
f2 — число степеней свободы
(3.16)
где: К’ — число оставленных коэффициентов уравнения (включая b0);
N — число опытов плана.
Таким образом, F-критерий, представляющий собой отношение дисперсии неадекватности и дисперсии опыта, по сути дела отвечает на вопрос, во сколько раз модель предсказывает хуже показатели по сравнению с опытом.
Гипотезу об адекватности уравнения принимают в том случае, когда рассчитанные значения F-критерия не превышают табличного для выбранного уровня значимости, то есть
(3.17)
Для использования уравнений регрессии в качестве расчетных формул и интерпретации результатов опытов необходимо их преобразовывать к именованным величинам (раскодировать) с учетом формулы (3.15).
После получения адекватных математических моделей проводят оптимизацию объектов исследований. Для этого определяют координаты оптимума поверхности отклика и изучают ее свойства в окрестностях оптимума.
3.3.4. Методика исследования ленты льнотресты в рулоне
Перед началом проведения исследований ленты льнотресты после размотки рулона выделяли участки, на которых определяли характеристику.
Засоренность участка сорными растениями, влажность льнотресты определяли по ГОСТ 20915-75 /22/.
Характеристику ленты и культуры в ленте определяли на трех характерных участках ленты, расположенных не менее чем в 20 м от смежного участка ленты.
Высоту и толщину ленты, а также просвет между стеблями измеряли одновременно; измерения проводили в трех точках по ширине, в десяти точках по длине ленты с интервалом 5-10 м. При измерениях использовали линейку с погрешностью не более ±1 см. Высоту ленты определяли путем измерения расстояния от поверхности стола до верхней части ленты.
Просвет между столом и валком определяли путем измерения расстояния от поверхности стола до нижней части ленты.
Разница между высотой ленты и просветом между столом и лентой соответствовала толщине ленты.
Ширину ленты измеряли в тех же местах, где и параметры ленты. При этом рулеткой замерялось расстояние между краями ленты.
Массу одного погонного метра ленты определяли с помощью приспособления для разрезания валка льнотресты. Для этого на двух участках ленты, расположенных не ближе 20 м от смежного участка, в трех случайно взятых местах каждого участка вырезали по одной части длиной 1 м и каждую часть ленты взвешивали. Взвешивание проводили с погрешностью не более ±5,0 г. Массу одного метра ленты вычисляли как среднее всех измерений с округлением до первого десятичного знака.
Засоренность ленты почвой определяли следующим образом: на одном случайно выбранном валке в пяти местах, расположенных через 10 м по длине ленты, вырезали по одной части ленты длиной 1 м. Всю растительную массу вместе с почвой, находящейся на ленте и в ленте, а также комья почвы, находящиеся под лентой, рядом с лентой не далее 15 см, собирали на брезент и взвешивали с погрешностью не более ±5,0 г. Затем растительную массу с брезента убирают так, чтобы почва оказалась на брезенте. После этого почву взвешивают с погрешностью не более ±5,0 г.
Засоренность ленты почвой 3n, % вычисляют по формуле:
(3.18)
где: qnb — масса почвы, попавшей в ленту, кг;
q0 — общая масса части ленты с почвой, кг.
Результаты исследований «мощности» ленты (кг/п.м.) использованы для моделирования параметров агрегата и режимов его работы.
4. ОБОСНОВАНИЕ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ, РЕЖИМОВ РАБОТЫ И КАЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ БЛОЧНО-МОДУЛЬНОГО МОБИЛЬНОГО АГРЕГАТА ДЛЯ ПЕРЕРАБОТКИ ЛЬНОТРЕСТЫ В ХОЗЯЙСТВЕ
В настоящее время на льнозаводах при переработке тресты длинного волокна получают лишь около 40%; остальные 60 % составляет короткое волокно. Такой низкий выход длинного волокна обусловлен рядом причин, знание которых помогает добиться более благоприятных результатов.
Анализ потерь волокна по переходам производства показывает, что до механической обработки тресты – при её укладке, хранении, внутризаводской транспортировке и сортировке – в результате образования путанины в короткое волокно уходит примерно 5-6% всего волокна, которое содержалось в заготовленной заводом тресте; в процессе мятья и при сортировке готовой продукции теряется ещё 3-4% волокна. При трепании в отходы попадает более 50% волокна, содержащегося в заготовленной тресте.
Таким образом, основная часть короткого волокна образуется при трепании.
Объясняется это двумя причинами:
во – первых, при трепании обрабатываемый материал получает воздействие более интенсивное, чем при других операциях;
во – вторых, этот процесс завершает всю предыдущую обработку тресты технологического процесса на предыдущих операциях.
Следовательно, борьбу с потерями длинного волокна необходимо не только путем правильной организации трепания, но и всех предшествующих процессов производства.
На выход длинного волокна большое влияние оказывает состояние зажимного транспортера трепальной машины. Слой обрабатываемого на этой машине сырца испытывает постоянное напряжение, и если транспортер не обеспечивает достаточно надежного зажима, то отдельные пряди сырца вытаскиваются и попадают в отходы.
Следует предотвращать наматывание волокна на трепальные барабаны. Поверхность барабанов должна быть тщательно зачищена, не иметь зазубрин, шероховатостей. Особенно важно выполнение этих условий при обработке сырья с повышенной влажностью, когда волокно легко наматывается на вращающиеся детали.
Рабочие кромки бильных планок с течением времени изнашиваются, причем износ часто неравномерен. Исследования показали, что натяжение сырца при обработке его зазубренными от неравномерности износа кромками в 2 – 3 раза выше, чем в обычных условиях. При заточке изношенных кромок необходимо также выдерживать рекомендуемые значения их кривизны – слишком острые кромки повреждают волокно.
Излишние потери длинного волокна вызывает неправильно подобранный режим процессов мятья и трепания. Наиболее частой ошибкой является использование чрезмерно жестких режимов (высокой частотой вращения трепальных барабанов, слишком острых кромок и т.п.). Поэтому данному вопросу должно быть уделено большее внимание.
Режим обработка тресты на мяльно – трепальном агрегате должен обеспечивать выработку наибольшего количества длинного волокна, в достаточной мере, очищенного от костры при производительности агрегата не ниже плановых норм. Для подбора оптимального режима можно провести серию контрольных разработок при различных параметрах процесса и выбрать режим на основе полученных результатов.
Свойства тресты изменяются в широком диапазоне. Для облегчения выбора оптимального режима тресту можно разбить на отдельные типы, отличающиеся один от другого степенью вымочки. Для тресты каждого из этих типов можно рекомендовать определенные параметры процессов мятья и трепания.
4.1. Анализ показателей технологического процесса блочно-модульного мобильного агрегата для переработки льнотресты в хозяйстве
Первичная переработка льнотресты позволяет получить сырье второго порядка — волокно, выход, качество и экономическая эффективность которого определяются строжайшим соблюдением технологической дисциплины и оптимальных режимов переработки, обеспечивающих экономию сырья и топливно-энергетических ресурсов.
Стабилизация функционирования льнозаводов предполагает формирование компактных сырьевых зон, наращивание объемов сырьевых ресурсов и рациональное их использование. Формирование сырьевых зон базируется на договорных отношениях, учитывающих экономическую заинтересованность как продуцентов сырья, так и переработчиков. При этом формы взаимоотношений могут быть самыми различными — от прямого сбыта и заготовки сырья до организации совместного производства волокна.
Уровень концентрации посевов определяют экономические условия: рентабельность производства и наличие рынков сбыта.
Рациональное использование льносырья и повышение эффективности его переработки предполагают меры организационно-технологического плана, важнейшими из которых являются следующие:
— техническое перевооружение, внедрение на льнозаводах прогрессивных технологий, отвечающих лучшим мировым аналогам;
— внедрение малоотходных технологий промышленного приготовления волокна с использованием волокнонаполнителей;
— установка технологических линий по производству длинного волокна с применением новой конструкции мяльно-трепального агрегата;
— установка нового куделеприготовительного агрегата, обеспечивающего производство короткого волокна высокого качества;
— внедрение ресурсосберегающей технологии на подготовительных операциях по переработке сырья и рулонной технологии его переработки с использованием рулоноразмотчиков;
— нормирование затрат по группам:
1. переменные, размер которых возрастает с увеличением объемов переработанного сырья (заработная плата с начислениями, налоги, 70 % затрат на топливо, 70 % — на электроэнергию, другие расходы);
2. условно-постоянные, величина которых остается неизменной вне зависимости от объемов выработки льноволокна (амортизация, содержание оборудования, общезаводские расходы, 30 % затрат на топливо и 30 % — на электроэнергию);
— совершенствование взаимоотношений между производителями сырья и переработчиками.
Внедрение в производство новой техники и прогрессивной технологии позволит увеличить выход волокна на 10-15 % и повысить качество производимой продукции на 12-15 %. Организационно-экономические меры позволяют повысить эффективность производства на 10-15 %.
При проведении организационно-экономических мероприятий по созданию производственных мощностей и обеспечению потребностей легкой промышленности в котонизированном льноволокне и его экспорте необходимо учитывать изначальные риски, которые определяют следующие факторы:
— изменение конъюнктуры рынка и отсутствие реальной ее оценки;
— снижение предложения сырья в результате постоянного сокращения объемов его производства;
— отсутствие финансовой устойчивости у потребителей льноволокна на внутреннем рынке.
В целях укрепления, как экономической самостоятельности, так и ответственности за конечный результат необходимо более широко развивать интеграционные процессы, вовлекая в них предприятия всех форм собственности. Выбор форм хозяйствования следует осуществлять в зависимости от производственной мощности, численности работающих, состояния материально-технической базы, эффективности работы льнозавода и уровня развития льноводства в сложившейся сырьевой зоне.
Принимая во внимание специфику льнозаводов и их зависимость от поставщиков сырья, наряду с акционированием предприятий необходимо решать проблемы, связанные с созданием сырьевых зон, модернизацией производства и совершенствованием технологий.
Все более популярным проектным решением становится блочно-модульное исполнение для размещения технологического оборудования определенного назначения. Такое оборудование поставляется как единый комплекс с необходимыми чертежами и деталировками.
Блочно-модульное решение позволяет «не изобретать велосипед» при проектировании помещения, выборе и размещении технологическ оборудования.
Для монтажа предельно компактного и мобильного блока-модуля не требуется капитального строительства. Необходима лишь подготовка изделия, способного выдерживать статические нагрузки от конструкции. Соответственно, значительно экономится время, ресурсы и бюджет, а качество и надёжность проектных решений возрастает.
Для компании-заказчика преимущество использования технологического оборудования в блочно-модульном исполнении проявляется, прежде всего, при строительстве нового производства. В этом случае исключается часть проекта по размещению оборудования, вентиляции, обогреву, освещённости, взрыво- и пожарозащищённости и др. По всем этим вопросам отпадает необходимость прохождения сертификационных испытаний и согласования с контролирующими органами. Таким образом, все, что связано с безопасностью и качеством продукции, берёт на себя поставщик блочно-модульного оборудования.
Еще одним важным преимуществом модульных конструкций является их производство за пределами строительной площадки, непосредственно на заводе-изготовителе. Здесь процесс изготовления и цеховых испытаний блочно-модульного оборудования полностью оптимизирован и наиболее эффективен по затратам времени, качеству, специализации и квалификации инженерного персонала.
Рассмотрим номенклатуру блочно-модульных установок.
Один из важнейших факторов успешного выполнения требований заказчика — индивидуальное проектирование. Всё оборудование разрабатывается с учетом области применения, условий эксплуатации, состава исходного сырья, типа и характеристик сопряженного оборудования, специальных проектных условий.
При необходимости проводятся расчеты в специальной программе, позволяющей создать теоретическую модель поведения льнотресты при заданных параметрах по температуре, давлению и компонентному составу.
В итоге, предлагаются несколько алгоритмов технического решения поставленных задач, из которых в процессе согласования с заказчиком выбирается оптимальный вариант — по степени сложности, срокам и стоимости реализации.
4.2 Обоснование оптимальных режимов работы блочно-модульного мобильного агрегата для переработки льнотресты в хозяйстве
Блочно-модульный агрегат – это быстровозводимый, компактный, объект блочного типа с модульным расположением основного оборудования и вспомогательных систем. Блочно-модульное исполнение значительно сокращает сроки запуска объекта в эксплуатацию и стоимость его реализации, а также не имеет жестких ограничений по размерам.
Современные технические решения позволяют создавать машины в большей степени, приспособленные к специфическим условиям ведения работ на объектах, а это в свою очередь позволяет упрощать технологические схемы. Одним из перспективных направлений повышения эффективности переработки льнотресты является использование мобильного блочно-модульного мобильного агрегата. В первую очередь это сокращение перегрузок и транспортировки полуфабриката. Установку мобильного блочно-модульного мобильного агрегата для переработки льнотресты в хозяйстве можно подводить непосредственно к полю, обеспечивая погрузку льняной массы сразу в приемное отделение мобильного агрегата. Далее полуфабрикат можно подавать на вторичное дробление, сортировку и проч. (в зависимости от принятой технологии), минуя перегрузку с использованием автотранспорта. Следует отметить, что стоимость транспортировки может достигать половины всех производственных затрат.
Сегодня во всем мире мобильные установки вполне успешно заменяют стационарные комплексы. На более крупных предприятиях традиционно используют более мощные стационарные комплексы с высокой единичной мощностью оборудования.
Мобильный блочно-модульного мобильный агрегат представляет собой мобильную платформу с установленными на ней: дозатором, дезинтегратором, очистителем, трясилкой, вентилятором и прессом. Питание можно осуществлять как от электросети, так и от дизеля.
Система конвейеров собирается согласно предназначению конкретной мобильной установки, в зависимости от технологии ее использования и получения конкретного продукта.
При возникновении потребности в модернизации или расширении перерабатывающего комплекса, что сопровождается дефицитом площадей. Блочно-модульная установка — простой и надежный способ решения этой проблемы. Блочно-модульные перерабатывающие комплексы занимают сравнительно со стационарными меньше места, они абсолютно автономны, что существенно расширяет сферу их использования.
Преимущество блочно-модульных перерабатывающих комплексов и — возможность их использования абсолютно везде, в том числе на значительном удалении от централизованных коммуникаций.
Преимущества блочно-модульного мобильного агрегата:
1. Быстрый ввод в эксплуатацию. Не надо тратить время на постройку капитального здания, установку оборудования и другие работы — необходимо приобрести модуль, который подходит для конкретного объекта и произвести его установку.
2. Экономия. Практически на всем: на разработке проекта, на возведении фундамента, строительных работах и монтаже. Это серьезная выгода, экономический эффект в отдельных случаях может исчисляться десятками, а то и сотнями тысяч рублей.
3. Низкие эксплуатационные затраты. Содержание блочно-модульной мобильного агрегата для переработки льнотресты в хозяйстве обойдется намного дешевле, чем стационарных сооружений.
4. Рациональное использование площади — это особенно актуально для модернизируемых или расширяющихся объектов. Модульное оборудование занимает мало места.
5. Автоматизированное управление — нет потребности в постоянном присутствии оператора, необходимо лишь периодически выполнять регламентное обслуживание.
6. Возможность демонтажа с последующей установкой на другом объекте — это существенный плюс для временных объектов, в том числе промышленных, строительных.
7. Технический модуль содержит полный комплект необходимых блоков: Комплектация зависит от конкретных задач, как правило, производители предлагают большой модельный ряд, что упрощает поиск подходящего варианта для конкретного объекта.
8. Эстетичность.
4.3 Оптимизация удельных энергозатрат блочно-модульного мобильного агрегата для переработки льнотресты в хозяйстве
Энергозатраты — удельный показатель предельного значения расходования энергии (электрической, тепловой, мобильного топлива), отнесенного к производственному показателю, характеризующему технологический процесс производства (кВт·ч/гол.; кВт·ч/1000 шт. яиц; кал/гол; кал/т прод; л/т·км). Эксплуатационные затраты энергии полностью расходуются в процессе одного производственного цикла и включают в себя расход топлива, тепловой, электрической и других видов энергии (в пределах рассматриваемой инфраструктуры анализируемой системы) технологическим оборудованием и машинами по следующим процессам:
а) прямые:
производство, переработка и хранение сельскохозяйственной продукции (или продуктов питания);
производство и преобразование носителей энергии, использованных в технологических процессах;
транспортирование энергоносителей, сырья, материалов, машин от центров снабжения и внутрихозяйственные перевозки.
б) косвенные:
затраты энергии вне рассматриваемой инфраструктуры производства на изготовление материалов, семян, удобрений, запчастей, производство кормов и т.д.
Прямые затраты энергии включают в себя расход топлива, тепловой, электрической энергии технологическим оборудованием и машинами на:
— производство, переработку и хранение сельскохозяйственной продукции (или продуктов питания);
— производство и преобразование носителей энергии, использованных в технологических процессах;
— транспортирование энергоносителей в пределах анализируемой системы производства сельскохозяйственной продукции;
— транспортирование сырья, материалов, машин от центров снабжения и внутрихозяйственные перевозки.
Энергозатраты сельхозтоваропроизводителей классифицируются по следующим признакам:
— организационной структуре;
— структуре календарного времени;
— структуре производства.
Организационная структура представляется в форме следующих уровней:
1. освещение — технологическое, рабочее основных и вспомогательных помещений; дежурное и аварийное; уличное территории объекта;
2. водоснабжение — привод насосных установок для обеспечения непрерывного технологического процесса;
3. технологические процессы — привод установок, обеспечивающих основные технологические процессы согласно профилю предприятия (доение, переработка молока, розлив, упаковка молока, сбор, сортировка, упаковка яиц, забой, обработка птицы и т.д.);
4. реализация продукции — погрузка, транспортировка до склада (или до места реализации).
Структура календарного времени представляется уровнями:
— сутки;
— месяц;
— квартал;
— год.
Формирование энергозатрат любого уровня должно происходить «снизу вверх»: от помещения к отрасли, от суток к году, от технологических операций к производственным процессам.
Энергозатраты, определенные в соответствии с предложенной классификацией, каждого нижестоящего уровня служат основой для определения энергозатрат для последующего вышестоящего.
4.3.1 Методы разработки удельных энергозатрат
Сельскохозяйственная отрасль характеризуется большим разнообразием производств и типов предприятий, различных по организационным принципам, назначению, технологиям. Удельный расход энергии для однородной продукции зависит от множества факторов и изменяющихся характеристик производства. Объективная оценка удельных показателей расхода энергии и топлива при многообразии факторов, влияющих на них, и сложных взаимосвязях возможна только при комплексном исследовании всего производства. При этом необходимо учитывать как основные, так и вспомогательные процессы, влияющие на величину удельных энергозатрат конечного продукта. В основу разработки удельных энергозатрат должны быть положены модели, которые отражают все особенности производства, выявляют закономерности их формирования и определяют влияющие факторы:
С целью определения удельных энергозатрат на уровне технологического процесса используется расчетно-аналитический метод. Для наиболее энергоемких процессов следует получить (разработать) нормативные зависимости от базовых показателей, которые будут служить основой для формирования удельных энергозатрат уровня.
Базовые показатели технологии производства для нормативных характеристик выбирают по результатам анализа и расчетным зависимостям энергозатрат уровня от технологических факторов. Энергозатраты для других уровней должны быть получены путем интегрирования.
Удельные энергозатраты для объектов (цехов) сельхозпредприятий, составляющие менее 5% от общего потребления энергии или мало изменяющиеся в течение производственного цикла, можно определить непосредственно цифровым значением.
4.3.2 Состав базовых показателей и нормативных характеристик
Анализ энергопотребления сельхозпредприятий показывает, что основную долю в энергопотреблении составляют объекты, в которых размещено производство:
— цех;
— другие объекты.
Расход энергии объектов, должен быть дифференцирован по технологиям, для каждой из которых определены нормативные характеристики.
Состав и значение базовых показателей определяются конкретно в каждом случае, исходя из условий производства рассматриваемого объекта по влиянию на процесс энергопотребления.
Для мобильных процессов в качестве моторного топлива могут применяться бензин, дизельное топливо или сжиженный газ.
Расход моторного топлива на транспортные операции зависит от массы перевозимого груза в течение технологического цикла, дальности перевозок, применяемых транспортных средств, дорожных условий. При определении энергозатрат для транспортных средств на 100 км пробега можно использовать следующую формулу:
где B – расход моторного топлива за год (цикл), л;
lср – среднее расстояние перевозки от погрузки до выгрузки, м;
М – масса перевозимого за год (цикл) груза, кг;
m0 – грузоподъемность транспортного средства, кг;
Е – коэффициент использования грузоподъемности;
b0 – норма расхода топлива на единицу пробега транспорта, л/км.
4.3.3 Способы экономии электроэнергии на производстве
Энергосбережение или экономия электроэнергии является практической реализацией научных, правовых, технических, организационных, экономических и производственных мероприятий, направленных на рациональное использование и расходование энергетических ресурсов, а так же на внедрение в хозяйственный оборот рациональных возобновляемых источников энергии. Энергосбережение и экономия электроэнергии — важная задача сохранения наших природных ресурсов.
Повышение энергоемкости некоторых производств, увеличение количества техники, задействованной в производственных процессах на предприятиях, и постоянный рост цен на энергоносители стало серьезным фактором в решении вопроса об экономии электроэнергии.
К сожалению, универсального способа, экономить электроэнергию сейчас не существует, однако разработаны многочисленные методики, устройства и технологии, которые помогают перевести энергосбережения на качественно новый и лучший уровень.
Вопрос экономии электроэнергии достаточно многоплановый и необходим стратегический подход, для максимально эффективного использования всех производственных мощностей при минимально возможных энергетических затратах.
Выработаны подходы к экономии электроэнергии, основанные на использовании и практическом внедрении энергосберегающих технологий, призванных уменьшить потери электроэнергии там, где это возможно.
На данный момент уже существует много устройств, применение которых позволяет добиться сокращения потерь при работе электрического оборудования.
Возможные пути и методы в экономии электроэнергии:
1) Внедрение электрогенерирующего оборудования на основе газо — и паротурбинных, газопоршневых и парогазовых установок.
2) Переход на частотно-регулируемые приводы на оборудовании с изменяемой нагрузкой.
3) Использование менее энергоёмких насосных установок.
4) Внедрение автоматизированных систем управления технологическими процессами АСУ.
5) Внедрение систем управления освещением, энергоэффективных осветительных устройств и секционное разделение освещения.
6) Замена электрокотельных и электроводонагревательных приборов источниками тепла, работающими на местных видах топлива.
7) Ввод энергогенерирующего и технологического оборудования, работающего с использованием горючих вторичных энергоресурсов (ВЭР) и отходов производства.
8) Внедрение нетрадиционных и возобновляемых источников энергии.
Каждое из этих мероприятий позволяет снизить потребление энергии в среднем на 15%.
На производстве рекомендуется проведение следующих мероприятий для уменьшения объема используемых энергетических ресурсов при сохранении соответствующего полезного эффекта от их использования:
1. Установить преобразователи частоты, благодаря которым за счет частотного регулирования появляется возможность управлять производительностью технологического оборудования, что положительно сказывается на его функциональности и показателях энергоэффективности.
2. Установить приборы учета электрической энергии.
3. На каждом предприятии приказом или распоряжением назначить лицо, ответственное за энергохозяйство, в обязанности которого должно входить:
— обеспечение выполнения своевременного и качественного технического обслуживания, планово-предупредительных ремонтов и профилактических испытаний электрооборудования, измерение сопротивления изоляции и заземления;
— организация проведения расчетов потребления электроэнергии и осуществление контроля за ее расходованием;
— непосредственная разработка и внедрение мероприятий по рациональному потреблению электроэнергии.
4. Не допускать увеличение максимальной мощности без разрешения на технологическое присоединение.
5. Исключить в помещениях не предусмотренные проектом электронагревательные приборы для отопления.
6. Установить УПП (Устройства плавного пуска). Применение устройств плавного пуска позволяет уменьшить пусковые токи, снизить вероятность перегрева двигателя, повысить срок службы двигателя, устранить рывки в механической части привода или гидравлические удары в трубопроводах и задвижках в момент пуска и остановки электродвигателей.
4.4 Выводы по обоснованию оптимальных параметров, режимов работы и качественных показателей блочно-модульного мобильного агрегата
Многообразие факторов, участвующих в процессе переработки льнотресты в хозяйстве, а также факторов, влияющих на эффективность применения технологических приемов, эффективность использования технических средств, обуславливает необходимость системного подхода и разработки соответствующей методологии решения проблемы.
Для успешного похода к решению определенных комплексных задач в науке необходимо применение системного анализа. Системный подход является направлением методологии научного познания. В его основе лежит исследование объектов в виде определенных систем. Методология и специфика системного подхода к изучению сложных объектов заключаются в том, что данные объекты исследуются во взаимодействии их составных частей с выявлением типов связей между внутренними и внешними факторами, определяющими характер поведения предмета исследования.
Многообразие связей между различными факторами образует определенную целостность объекта. Системный анализ в широком смысле является составной частью системного подхода к изучению, в частности, сложных технических объектов.
Основными положениями системного анализа являются следующие:
— определение и четкое формулирование конечной цели являются начальной фазой принятия решений; проблема рассматривается как единая система с выявлением взаимосвязей отдельных элементов;
— наличие анализа возможных альтернативных путей достижения цели;
— исследование поведения отдельных элементов системы должно быть согласовано с общими целями всей программы.
Итог проведения системного анализа в процессе исследований – построение структурной модели, отображающей все факторы и взаимосвязи внутри ее, взаимосвязи процессов на входе в систему и на выходе из нее.
Методологические средства, применяемые при исследовании поведения системы, выбираются в зависимости от сложности конечного результата. Когда достигается определенная цель исследований, и конечный результат может быть оценен с помощью одного критерия, используются методы математического программирования.
Если же степень достижения цели необходимо оценивать с использованием нескольких критериев, в том числе и альтернативных, применяют методы, позволяющие упорядочить и определить важность каждого из них. Исследуемая сложная система является объектом, части которого можно рассматривать как системы, объединенные между собой в единое целое с помощью определенных связей с заданными параметрами.
Исходя из определения сложной системы, машинно-тракторный агрегат является именно такой системой, так как в процессе выполнения технологических операций он подвергается воздействию ряда факторов, влияющих на конечный результат его работы определенным образом, и характер протекания этого процесса требует использования системного подхода к изучению закономерностей взаимодействия составных частей системы.
Основным методом исследования сложных систем является математическое моделирование, в том числе имитация процессов функционирования сложных систем с целью установления связей между входными воздействиями и выходными параметрами на ПЭВМ.
Для построения модели системы необходимо представить процессы ее функционирования в виде последовательности четко определяемых, взаимосвязанных процессов и разработать математическое описание поведения сложной системы.
Центральной процедурой в системном анализе является построение обобщенной модели, отображающей взаимосвязи между исследуемыми параметрами модели. При решении задач повышения эффективности работы МТА использование системного подхода к решению проблемы позволяет на макроуровне рассматривать взаимосвязь с воздействующими на агрегат внешними факторами и его выходными параметрами с последующим установлением оптимальных режимов по минимуму энергозатрат.
5. РАСЧЕТНО-ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ КОНСТРУКЦИИ СИСТЕМЫ ПНЕВМОТРАНСПОРТА
5.1 Устройство пневмотранспортной системы
Конструктивно-технологическая схема мобильного блочно-модульного агрегата по переработке льна описана выше. Здесь остановимся на более подробном анализе процессов и устройстве узлов пневмотранспортной системы, общий вид которой иллюстрируют рисунки 5.1, 5.2, 5.3 и 5.4.
На рисунках 5.1 и 5.2 представлен общий вид режуще-отделительного турбоагрегата или дезинтегратора со стороны основного рабочего колеса со всасывающим патрубком и вертикальным участком нагнетательной части пневмотранспортной системы и со стороны всасывающего патрубка соответственно.
Данный турбоагрегат состоит из всасывающего патрубка 1, режуще – отделительного рабочего колеса со сборной камерой (улитка) 2, вертикального патрубка пневмотранспортной системы 3, вала привода рабочего колеса 4. Льняная соломка поступает через всасывающий патрубок в режуще – отделительное рабочее колесо, где происходит механическое отделение волокон от древесины стеблей и измельчение самой древесины на отдельные куски и смешивание костроволокнистой смеси с воздухом. Рабочее колесо перемещает костроволокнистую вспушенную массу далее по сборной камере и воздуховодам пневмотранспортной системы.
Более подробно конструктивное устройство этих элементов и анализ процессов будут рассмотрены ниже.
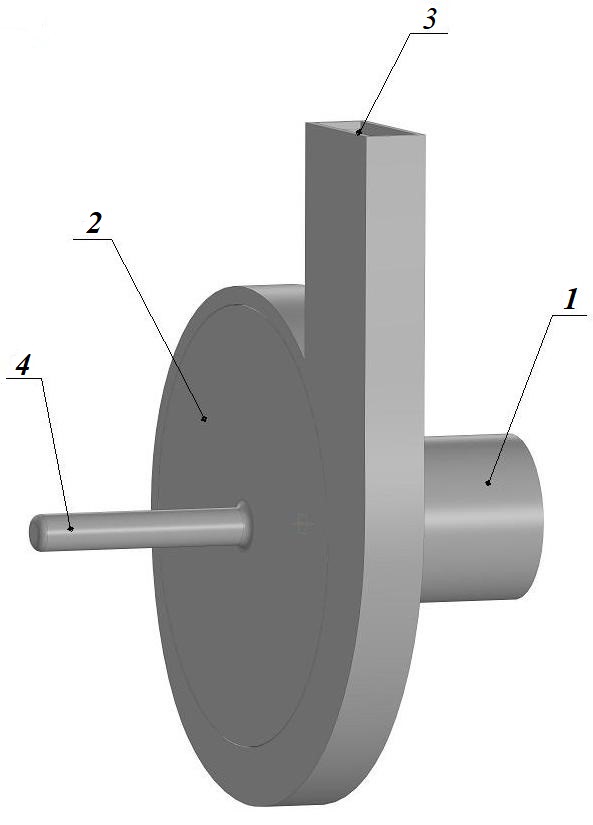
Рисунок 5.1. Общий вид режуще-отделительного турбоагрегата со стороны основного рабочего колеса со всасывающим патрубком и вертикальным участком нагнетательной части пневмотранспортной системы.
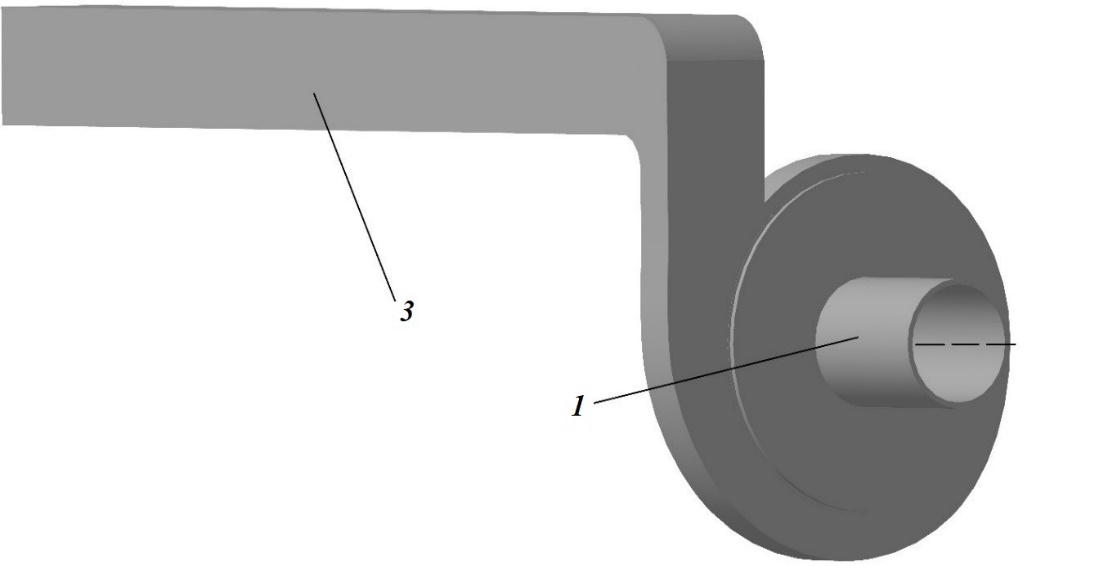
Рисунок 5.2. Общий вид режуще-отделительного турбоагрегата со стороны всасывающего патрубка.
Поток льняной соломки поступает по всасывающему патрубку практически вертикально к основному диску рабочего колеса и на обтекателе рабочего колеса изменяет направление движения на 900 — от осевого на радиальное. На рабочем колесе льняная соломка совершает переносное движение вместе с рабочим колесом и относительное движение вдоль режущих гарнитур.
На рисунках 5.3 и 5.4 показан общий вид режуще-отделительного рабочего колеса и, соответственно, вид режуще-отделительного устройства в сборе со всасывающим и нагнетательным участками пневмотранспортной системы.
Рабочее колесо состоит из основного диска 5, с установленными на нем режущими гарнитурами (лезвия или ножи) 6. Проходя в зазорах между вращающимися гарнитурами рабочего колеса и неподвижными гарнитурами крышки, соломка режется на отдельные части и происходит отделение волокон от древесной части. В центре основного диска установлен конусообразный обтекатель 7. Привод рабочего колеса производится через вал 4.
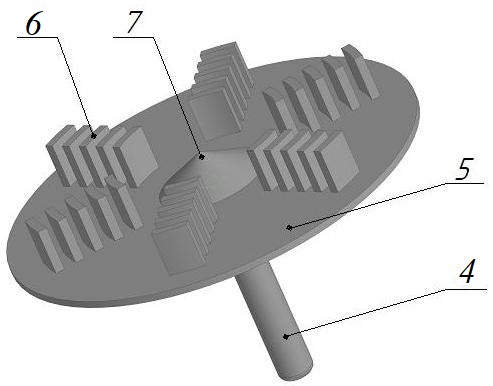
Рисунок 5.3. Общий вид режуще-отделительного рабочего колеса.
Режущие гарнитуры, как вращающиеся, так и неподвижные, на рисунках 5.3 и 5.4 изображены условно. Гарнитуры имеют остро заточенные кромки и специальное крепление на диске рабочего колеса и на крышке.
Вращение основного диска рабочего колеса осуществляется при помощи гидропривода. Гидравлическая система состоит из гидромоторов, вращающих рабочие органы, гидроцилиндров и системы трубопроводов.
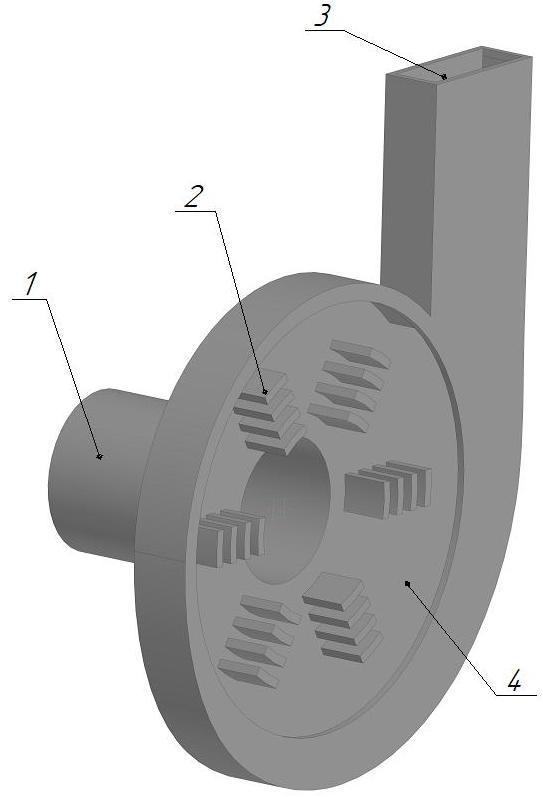
Рисунок 5.4. Общий вид режуще-отделительного устройства в сборе со всасывающим и нагнетательным участками пневмотранспортной системы.

Рисунок 5.5. Вид режуще-отделительного устройства с открытой крышкой.
Рабочее колесо крепится в подшипниковой опоре, смонтированной снаружи корпуса.
Режуще – отделительное устройство по разделению волокна и костры является силовой частью пневмотранспортной системы, состоящей из всасывающего трубопровода с входным отверстием в само устройство и выходным нагнетательным трубопроводом прямоугольного сечения, по которому костроволокнистая смесь передается на дальнейшую обработку. Конструкция пневмотранспортной системы предусматривает сравнительно несложный перевод из стационарного режима использования в транспортное положение за счет разборки вертикального и горизонтального участка нагнетательной части, что позволяет сложить выступающие за габариты транспортного средства вышеуказанные элементы.
Аэродинамическая система транспортировки технологического продукта представляет собой систему воздуховодов, соединяющих агрегаты льнокомбайна в единую технологическую цепочку.
5.2 Расчетно-теоретическое обоснование конструкции системы пневмотранспорта
Основной целью данного раздела является расчетно-теоретический анализ газодинамических процессов в основных элементах принятой после модернизации конструкции системы пневматического транспорта мобильной блочно-модульной установки первичной переработки льнотресты.
При выборе и обосновании геометрических размеров и расчете энергетических характеристик системы подачи льнотресты в режуще – отделительный агрегат были предварительно рассмотрены две системы подачи: механическая и пневматическая. С учетом ряда требований и, главное, обеспечение минимума веса мобильного средства для первичной переработки льнотресты была выбрана пневматическая система подачи льнотресты.
Для обоснования конструктивных решений необходимо в общих принципах рассмотреть различные типы пневматического транспорта, принципы его работы и газодинамические процессы перемещения транспортируемого материала.
Расчёт пневмотранспортной системы проводится с целью определения геометрических размеров трубопроводов, а также определения напорных характеристик устройств, обеспечивающих надежный транспорт костроволокнистой смеси.
Укрупненно расчёт пневмотранспортной системы сводится к определению следующих основных величин:
1) технической производительности пневмотранспортной системы;
2) геометрических размеров транспортирующего трубопровода;
3) коэффициента концентрации костроволокнистой воздушной смеси;
4) скорости витания твердых составляющих костровоздушной смеси;
4) надёжно транспортирующую скорость воздуха.
Для оценки энергетических характеристик пневмотранспортной системы необходимо определить оптимальные соотношения скоростей движения воздуха в различных сечениях проточной части, потери давления на вертикальных и горизонтальных прямолинейных и криволинейных участках и местных гидравлических сопротивлениях, т.е. определить напорную характеристику пневмотранспортной сети; рассчитать или подобрать напорную характеристику нагнетателя и рассчитать рабочую точку.
5.3 Анализ газодинамических явлений при транспортировке костровоздушной смеси
Грузовоздушный трехмерный поток представляет собой трехкомпонентную среду: смесь твердых частиц костры, льняных волокон и воздуха.
Отметим некоторые особенности течения, позволяющие определить алгоритм расчета. При расчете газодинамических характеристик можно пренебречь сжимаемостью воздуха из-за относительно низких скоростей движения (критерий Маха М < 0,3). Таким образом можно применять все соотношения для течения несжимаемой среды. В смеси отсутствуют фазовые переходы между компонентами. Систему пневматического транспорта считаем адиабатной.
Основой передвижения твердого материала в пневматической транспортной установке является создание перепада давления между входом и выходом из установки. Как правило, перепад давления обеспечивает вентилятор. В проектируемом мобильном агрегате для переработки тресты льна в поле функции нагнетательного устройства в системе пневмотранспорта совмещены с агрегатом для измельчения льнотресты в одном устройстве. Такое решение позволяет существенно сократить размеры агрегата, что является главным условием обеспечения мобильности. С другой стороны, совмещение нагнетательных и режущих функций в одном агрегате существенно усложняет газодинамические процессы в проточной части и, соответственно, требует специального предварительного исследования для определения оптимальных конструктивных соотношений в лопаточном аппарате и режущей гарнитуре.
Существующие к настоящему времени конструкции можно разделить на оборудование с низким, средним или высоким рабочим давлением. Воздуходувки промышленных установок обеспечивают рабочее положительное давление около 0,5-1 бар, что создает вакуум 0,3-0,5 бар.
По способу создания в трубопроводе разности давлений пневмотранспортные установки делятся на:
1) всасывающие (вакуумные) установки;
2) нагнетательные (напорные) установки;
3) установки комбинированного типа.
В установках всасывающего типа материал движется под воздействием разреженного воздуха; в нагнетательных – в струе сжатого воздуха, а в комбинированных – часть пути под действием сжатого воздуха, часть под действием разреженного воздуха. Для всасывающих установок типичен ввод груза через всасывающее сопло, для нагнетательных – с помощью питателей, шлюзующих транспортируемый материал из внешнего пространства в находящийся под давлением трубопровод.
Классическая всасывающая система пневмотранспорта включает в себя воздуходувку, которая на конце трубы создает вакуум, вследствие чего возникает поток воздуха во всасывающей трубе. Такая технологическая схема удобна для забора груза из различных мест и доставки его в одну точку. Типичными примерами использования всасывающего оборудования являются стационарные или передвижные пневматические разгрузочные машины, используемые для перегрузки твердых веществ из одного вида транспорта на другой.
В нагнетательной установке воздух забирается непосредственно из атмосферы и подается вентилятором в систему пневмотранспорта. Из загрузочного устройства переваливаемый груз вводится в систему с помощью шлюзового затвора, который позволяет грузу войти в воздушный поток в трубе. На конце трубы воздух и груз отделяются в нагнетательном циклоне. Груз падает вниз, а воздух выбрасывается сверху циклона. Нагнетательные системы рекомендуется использовать, когда груз принимается в одной точке и транспортируется в несколько мест назначения (опционально, при использовании шиберной заслонки). Благодаря более высокому давлению и перекачиваемой массе воздуха, данный тип оборудования имеет большую производительность, чем всасывающие установки.
В практике часто используется объединение этих двух типов оборудования в одной установке, что полностью относится к разрабатываемой мобильной системе переработки льнотресты.
Первая секция транспортирующей линии использует всасывающий режим для того, чтобы ввести груз в трубу, а вторая секция использует режим нагнетания. Такое технологическое решение позволяет достигнуть высокой производительности и обеспечить надежный транспорт материала. Рекомендуемая скорость потока воздуха изменяется в зависимости от типа транспортируемого материала, но обычно находится в пределах 10-30 м/с.
Технологическая схема пневматического транспорта льняной тресты в мобильном агрегате относится к системам смешанного типа и изображена на рисунке 5.6.
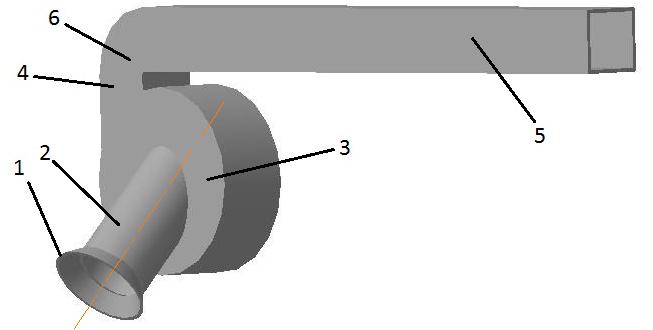
Рисунок 5.6. Общий вид системы пневмотранспорта мобильного устройства: 1 – всасывающее устройство (конфузор); 2 – всасывающий участок; 3 – режуще-отделительное устройство; 4 – вертикальный участок нагнетательной линии; 5 – горизонтальный участок нагнетательной линии; 6 – поворотное колено.
Первая секция пневмотранспортирующей линии использует всасывающий режим и представляет собой конфузор и трубопровод, по которым льнотреста поступает в режуще-отделительное устройство. После измельчителя переработанная льнотреста в состоянии частично отделенной костры и грубого вороха воздушным потоком перемещается по линии нагнетания, в которой используется режим нагнетания. Такое технологическое решение позволяет увеличить производительность переработки льнотресты.
Здесь отметим некоторые особенности конструкции для последующего анализа:
- первая секция (всасывающая часть пневмосистемы) представляет собой практически горизонтальный трубопровод и всасывающее устройство (конфузор);
- вторая секция (нагнетательная часть пневмосистемы) имеет вертикальный и горизонтальный участки, соединенные поворотным коленом.
5.4 Особенности движения костроволокнистой смеси в газовом потоке пневмотранспорта
Очевидно, что силовое взаимодействие между частичками твердого материала и воздушным потоком существенно различаются в горизонтальных и вертикальных участках пнемотранспортных установок. В общем случае на твердую материальную частицу действуют массовые силы, силы трения и силы инерции. Условием движения материальной частицы в потоке воздуха является наличие равнодействующей систем сил, приложенных к материальной частице. Величины этих сил определяются скоростью воздуха vв и относительной скоростью перемещения твердых частиц в потоке воздуха vт, соотношением количества материала и объёма воздуха, формой частицы перемещаемого материала, траекторией движения. Рассмотрим основные силы, действующие на частицу перемещаемого материала в проточной части пневмотранспортной системы.
На рисунке 5.7 схематично показаны две наиболее важные силы, действующие на частице груза в вертикальном воздушном потоке.
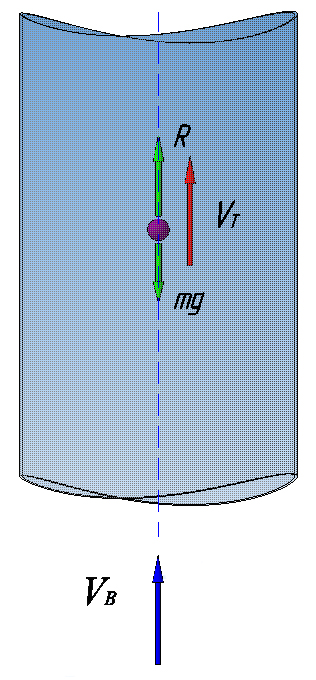
Рисунок 5.7. Схема сил, действующих на материальную частицу в ядре потока вертикального участка пневмотранспортной системы.
В потоке воздуха сила сопротивления R частички перемещаемого материала действует вертикально вверх, а ее вес mg – вертикально вниз. Силу сопротивления движению твердой частицы в воздушной среде можно определить по соотношению:
R = cw F (vв –vт)2, (5.1)
где R – сила сопротивления;
— коэффициент силы сопротивления;
– плотность воздуха;
vв– скорость движения воздуха;
vт– скорость движения частицы твердого материала;
– площадь миделевого сечения твердой частицы — площадь проекции тела на плоскость, перпендикулярную вектору скорости, м2.
Когда обе силы равны, частичка находится в состоянии покоя, т.е. vт = 0. Соответствующая этому состоянию скорость движения воздуха называется скоростью витания или критической скоростью потока vкр. Минимальным условием обеспечения транспортировки материала воздушным потоком является необходимость превышения скорости воздуха в вертикальной трубе над скоростью витания vв ≥ vкр. Разность между этими скоростями является значением действительной скорости движения частиц материала.
Таким образом, величина скорости витания может быть определена из условия равенства сил сопротивления и веса материальной частицы:
R = cw vкр2 = mg. (5.2)
Откуда скорость витания твердой частицы:
(5.3)
Значение скорости витания зависит от целого ряда факторов. В основном, удельная плотность воздуха влияет на усилие, создаваемое потоком – поэтому производительность будет незначительно увеличиваться при росте атмосферного давлении или понижения температуры в холодную погоду. Кроме того, поддерживающая скорость определяется величиной коэффициента силы сопротивления, которая зависит от характера поля скоростей при обтекании твердой частицы потоком воздуха и степени шероховатости её поверхности. Неаэродинамическая форма частиц имеет преимущество, так как частицы (в рассматриваемом случае – костроволокнистая смесь волокон и частицы костры) имеют удлиненную форму для уменьшения сопротивления, как правило, будут располагаться в ядре потока вдоль линий тока. Этим объясняется различие в производительности на разных типах груза при одинаковых условиях. Если рассматриваемая частица груза находится не в ядре потока, а ближе к внутреннему периметру сечения трубы (в области пограничного слоя), где возникает криволинейное движения и, соответственно, центростремительное ускорение. В свою очередь появляется перпендикулярная к основному направлению потока сила А (рисунок 5.8), что вызывает винтовое движение частиц в пограничном слое – вторичное течение. Это явление существенно усложняет структуру потока и решение задачи по определению гидравлических потерь.
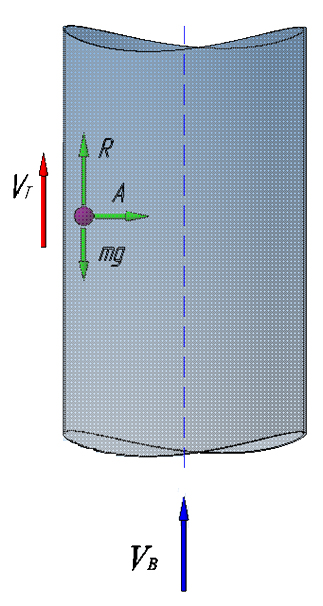
Рисунок 5.8. Схема сил, действующих на материальную частицу в пограничном слое потока вертикального участка пневмотранспортной системы.
Подобные эффекты имеют место и в горизонтальных участках проточной части пневмосистемы.
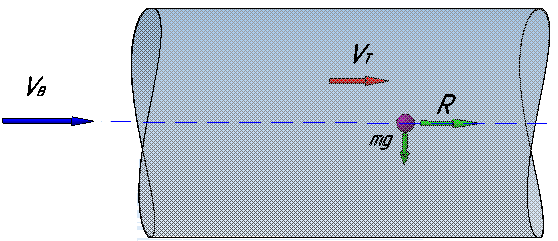
Рисунок 5.9. Схема сил, действующих на материальную частицу в ядре потока горизонтального участка пневмотранспортной системы.
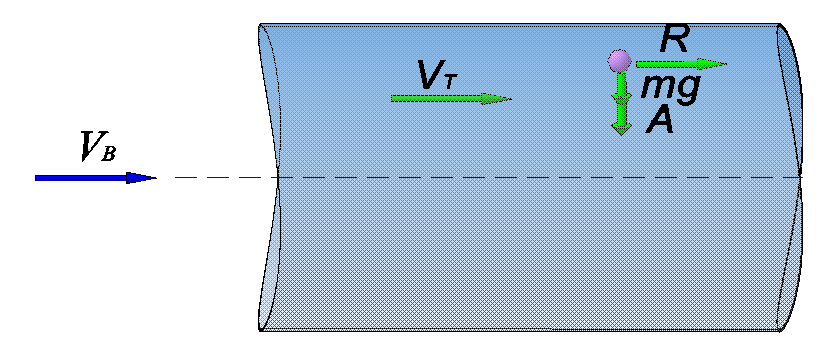
Рисунок 5.10. Схема сил, действующих на материальную частицу в верхней части пограничного слоя потока горизонтального участка пневмотранспортной системы.
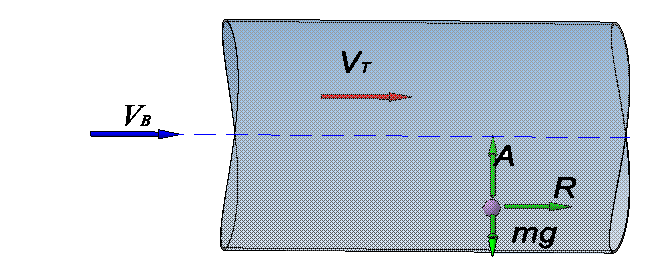
Рисунок 5.11. Схема сил, действующих на материальную частицу в нижней части пограничного слоя потока горизонтального участка пневмотранспортной системы.
Система сил, действующих на твердую частицу, изображена на рисунках 5.9 (ядро потока), 5.10 (верхняя часть пограничного слоя) и 5.11 (нижняя часть пограничного слоя) при горизонтальном движении основного потока. Частица груза в потоке в центре трубы (рисунок 5.9) движется под действием силы сопротивления потока (толкающей силы) R, действующей вправо и силы тяжести mg, действующей вниз. Если частица перемещаемого материала находится в пограничном слое, как на рисунках 5.10 и 5.11, начинает действовать сила А. В пограничном слое у верхней поверхности трубы эта сила направлена к оси трубы и складывается с силой веса. На нижней поверхности трубы эта сила направлена к центру и противодействует силе тяжести частицы.
При более тщательном рассмотрении системы сил, действующих на частицу, необходимо также учесть силы трения между частицами и стенкой трубы и изменения импульсов сил частиц при их ускорении или замедлении, криволинейность траектории движения и др. Учет этих факторов представляет собой самостоятельную по трудности задачу и предполагает решение системы дифференциальных уравнений движения псевдоожиженной фазы. Частицы груза перемещаются во взвешенном состоянии или подпрыгивая и переносятся в трубе в более или менее однородной смеси с воздухом. На характер движения псевдоожиженной фазы наиболее сильное влияние оказывает уровень концентрации, который принято оценивать безразмерным коэффициентом массовой концентрации смеси μ. Этот показатель показывает отношение массы перенесенного груза к массе перекаченного воздуха за тот же промежуток времени (производительность пневмотранспортной установки к расходу транспортирующего воздуха).
Более или менее равномерный поток воздуха возможен при соответствующей скорости воздуха при вертикальной транспортировке и концентрации смеси в пределах от 10 до 20. Отделение груза и воздуха возможно, если скорость потока воздуха близка к поддерживающей скорости и концентрация смеси составляет около 30. При горизонтальной транспортировке возможно отделение груза под действием силы тяжести при локальном уменьшении скорости движения воздуха. Если скорость воздуха близка к практической поддерживающей скорости, возможно появление зон осадка твердых частиц на дне трубы. Большинство этих частиц перемещаются, формируя мощный затор на криволинейных участках материалопровода. Это может произойти, если запас давления воздуха, создаваемый воздуходувкой, не соответствует необходимым параметрам. В любой точке материалопровода необходимо поддерживать минимальную, критическую скорость потока воздуха. Она изменяется в зависимости от типа груза и может составлять от 10 до 30 м/с. Если скорость упадет, груз ляжет на дно трубы и это, в конце концов, приведет к образованию затора. Невозможно заранее определить скорость, при которой возникают заторы – она зависит от конфигурации каналов пневмосистемы в каждом отдельном случае. Повышение скорости движения воздуха поможет избежать подобных проблем, но это можно достигнуть только за счет создания больших напоров нагнетателем, а, следовательно, больших затрат мощности на привод. Мощность привода воздуходувной установки прямо пропорциональна произведению расхода на потребный напор, т.е. мощность пропорциональна кубу скорости движения среды. Отсюда ясно, что увеличение скорости движения, к примеру, в два раза приводит к восьмикратному росту потребной мощности. В полевых условиях возможны ограничения по получению дополнительной мощности на привод режуще-отделительного устройства, поэтому увеличение скорости движения костроволокнистой смеси при проектировании проточной части пневмосистемы должно производится чрезвычайно аккуратно.
В действительности, частицы, как правило, перемещаются порциями, «облаками» груза и результаты экспериментальных исследований показывают, что они перемещаются несколько быстрее, чем рассеянные частицы за счет влияния парусности облака. Здесь также необходимо учесть влияние состава перемещаемого вещества. В рассматриваемом мобильном устройстве перемещается костроволокнистая смесь костры и грубого вороха. Очевидно, что аэродинамика потока частиц костры и аэродинамика перемещаемого вороха имеют совершенно различную структуру. В любом случае это означает, что большая концентрация костроволокнистой смеси в потоке воздуха и увеличение коэффициента древесности потребуют большей мощности на привод для обеспечения надежной транспортировки в системе пневмотранспорта.
Сложность газодинамики потока твердых частиц в системах пневмотранспорта не позволяет точно определить теоретические значения скорости витания. В практической деятельности определение поддерживающей скорости конкретного груза возможно только при проведении специальных экспериментальных исследований.
В качестве приблизительной оценки величины скорости витания можно использовать эмпирически полученные соотношения. Так, например, скорость витания древесных отходов может быть определена по формуле:
, (5.4)
где – коэффициент, зависящий от формы частиц: при квадратном поперечном сечении ; при прямоугольном – ;
– толщина частицы, мм.
В воздуховоде частица всегда перемещается со скоростью меньшей, чем скорость воздуха. Отношение скорости движения частицы к скорости движения воздуха называют относительной скоростью, т.е.
, (5.5)
где – скорость движения частицы материала, м/с;
– скорость движения воздуха, м/с.
В момент трогания . При скорости движения воздуха, большей скорости трогания всегда . Дальнейшее увеличение скорости движения воздуха увеличивает относительную скорость и придаёт большую устойчивость движению частицы в воздушном потоке.
Критической скоростью называют такую скорость воздуха в горизонтальном воздуховоде, при которой относительная скорость А, достигает своего максимального значения. Критическая скорость зависит от многих факторов, в том числе от размера и формы частиц, плотности материала и плотности воздуха, концентрации частиц в воздушном потоке и т.д.
Транспортирующей скоростью называют такую скорость движения воздуха в воздуховоде, при которой обеспечивается устойчивое транспортирование материала. Требуется, чтобы транспортирующая скорость была несколько больше критической скорости. Также, как и скорость витания, определение транспортирующей скорости требует специальных экспериментальных исследований. Для количественной оценки можно воспользоваться результатами экспериментальных исследований транспортирующей скорости древесных отходов в горизонтальном участке воздуховода может быть определена по формуле
| (5.6) |
где – коэффициент, учитывающий снижение скорости движения материала в местных сопротивлениях системы;
– массовая концентрация смеси, равная отношению количества транспортируемого материала (кг/ч) к количеству транспортирующего воздуха (кг/ч);
– коэффициент, зависящий от вида транспортируемого материала.
Значения относительной скорости А и коэффициента b для древесных отходов приведены в таблице 5.1.
Таблица 5.1 – Значения А и b для древесных отходов
| Транспортируемый материал | Значение A при | b |
| Опилки:
мелкие крупные |
0,9
0,85 |
7
8 |
| Стружка:
мелкая крупная |
0,85
0,80 |
9
10 |
| Щепа:
длиной до 35 мм длиной более 40 мм |
0,70
0,60 |
11
13 |
При перемещении материалов по вертикальным участкам воздуховодов (угол наклона более 60º) под действием силы тяжести постепенно может увеличиваться массовая концентрация смеси, что приводит к оседанию транспортируемого материала и образованию завалов. Для повышения надёжности работы систем аспирации и пневмотранспорта необходимо принимать скорость движения воздуха в вертикальных участках воздуховодов большую, чем транспортирующая скорость в горизонтальных воздуховодах на величину скорости витания, т.е.
. (5.7)
При расчетах транспортирующей трубы необходимо определить рабочую скорость потока воздуха. Она должна достаточно превышать поддерживающую скорость, чтобы предотвратить образование заторов в системе. Практика проектирования показывает, что оптимальным значением скорости потока считается удвоенное значение скорости движения воздуха по сравнению со скоростью витания на горизонтальных участках и четырехкратное для горизонтальных участков. Например, скорость воздуха для зерна, на практике, устанавливается в значениях 20-25 м/с. Скорость груза (частицы) – это разница между скоростью потока воздуха и скоростью витания. Скорость v должна быть такой, чтобы ее отношение к скорости потока воздуха составляло около 0,6. Зерно имеет поддерживающую скорость 9 м/с, а требуемая скорость потока воздуха – 23 м/с.
Рассмотрим основные потери давления в проточной части системы пневмотранспорта. На рисунке 5.12 показано качественное соотношение между основными составляющими потерь давления при движении воздуха в трубе и характер изменения этих соотношений при изменении скорости потока. Это такие факторы, как: воздух (без груза) создает трение в трубе, которое необходимо преодолеть. Этот фактор описывается кривой ΔPL. Так как давление падает пропорционально квадрату скорости воздуха, то его нужно поддерживать на как можно более низком значении.
Переносимый груз постоянно замедляется у стенок трубы и его необходимо снова разгонять. Это приводит к потере давления ΔPR. Потери увеличиваются линейно с увеличением скорости потока воздуха. Силы, вызванные частицами груза, выражаются кривой ΔPF. Если поток груза постоянен, при падении скорости потока воздуха, количество груза в трубе увеличивается, соотношение смеси изменяется и, следовательно, потери давления возрастают.
Кривая на графике представляет собой гиперболу. Суммарно, все кривые формируют общую кривую потерь, иначе – кривая характеристики системы, ΔPƩ. Ее форма зависит от груза, соотношения смеси и конфигурации транспортирующих труб, но параболическая форма характерна для всех пневматических транспортирующих систем.
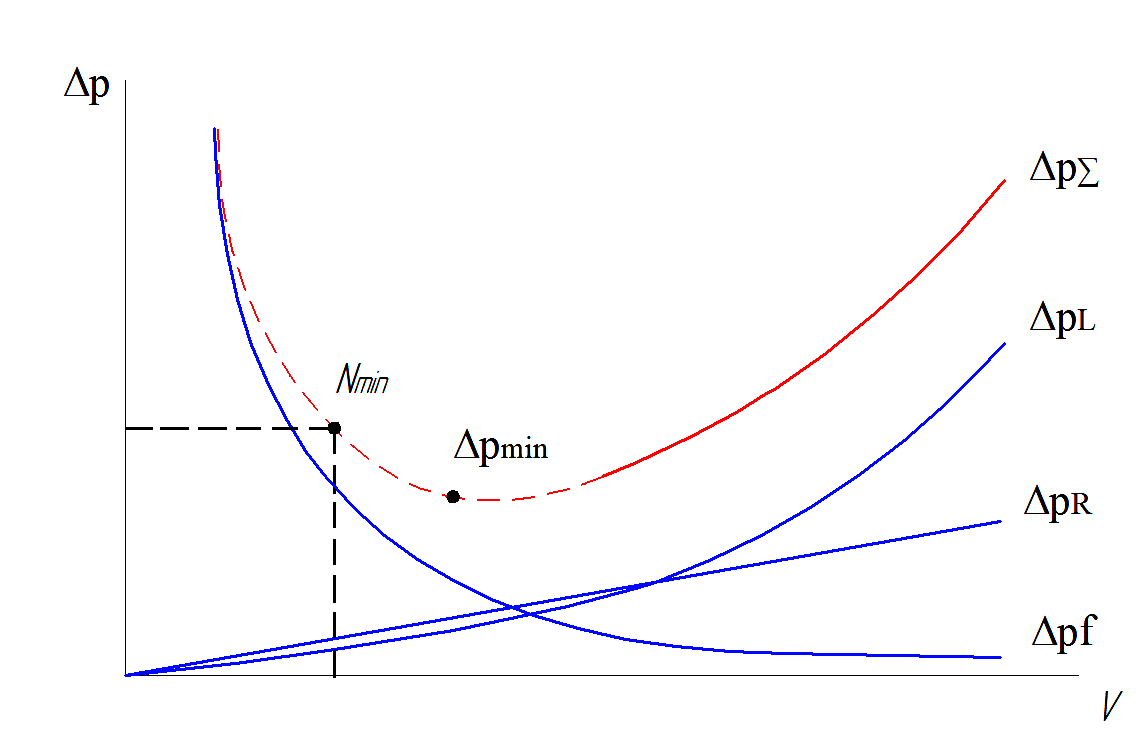
Рисунок. 5.12. Зависимость суммарных потерь давления и составляющих потерь от скорости движения.
Потребная мощность воздуходувки прямопропорциональна произведению потерь давления зависит от давления ΔPƩ и скорости движения воздухаvв. Рабочая точка с минимальным энергопотреблением Nmin не совпадает с точкой минимального давления. Рабочий диапазон транспортирования псевдоожиженной фазы ограничен большей скоростью воздуха и, соответственно, значительным ростом энергозатратами, с целью предотвращения заторов в транспортирующей трубе. Левая штрихпунктирная ветка кривой относится только к транспортировке плотной фазы. Значительную часть потерь составляют потери давления, вызванные ускорением частиц груза. Твердые частицы должны ускоряться до минимально допустимой скорости так быстро, насколько это возможно. Эти потери возникают только в точке впуска груза всасывающих или нагнетающих машин. В комбинированных всасывающе-нагнетающих машинах это явление возникает дважды: в сопле при всасывании груза и после циклона, когда груз попадает в нагнетательную ветку материалопровода. Эквивалентная длина транспортировки может быть определена для выражения значения сопротивления ускорению и его долю во всех потерях давления. Она определяется как длина горизонтальной транспортирующей трубы, которая дает те же потери давления при неизменной скорости транспортирования.
Рисунок 5.13 показывает кривую, полученную экспериментальным путем. По данной кривой можно определить эквивалентную длину для транспортировки пшеницы на средней скорости потока воздуха 22 м/с, независимо от количества груза. Асимптотическая кривая приближается к предельному значению при пропускной способности более 5 кг/с – производительность около 20 т/ч. В этой точке эквивалентная длина может считаться постоянной – 22 метра и независимой от производительности оборудования. Во всасывающих установках присутствует также потери, зависящие от типа всасывающего сопла – как правило, конфузора. Значение потерь в конфузоре можно оценить как потери при внезапном сужении.
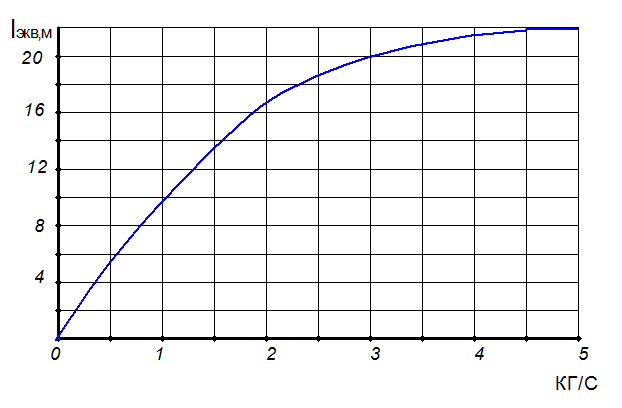
Рисунок 5.13. Зависимость эквивалентной длины от производительности пневмотранспортной системы.
Коэффициент потерь местного сопротивления от внезапного сужения и внезапного расширения потока определяются по формуле Борда:
| (5.8) | |
| (5.9) |
где ζв.с. и ζв.р. – коэффициенты потерь внезапного сужения и внезапного расширения;
Fм и Fб – меньшая и большая площадь сечения конфузорного или диффузорного участка трубопровода.
Плавное сужение трубопровода (конфузор) снижает величину потерь давления, поэтому в формулу вводят поправочный коэффициент меньше единицы. Как правило, для технических расчетов при плавном сужении проходного сечения с углом в 45° коэффициент потерь давления принимают равным ζв.с = 0,1.
5.5 Потери давления в поворотных коленах труб
При проектировании материалопровода необходимо стремиться к уменьшению количества участков, на которых происходит изменение траектории движения. В коленах труб присутствует постоянное биение частиц груза в потоке воздуха. В таком случае требуется дополнительное ускорение частиц, что повышает требования к мощности оборудования. Больший износ в колене требует применение специальных решений, таких, как увеличение толщины или увеличение прочности материала стенки трубы. Это же явление может привести к ухудшению качества груза. Рисунок 5.14 показывает характерные зоны движения твердых частиц и потока воздуха в поворотном колене.
Для представления об основных особенностях течения в поворотном колене положим, что на входе в колено (сечение 1) костроволокнистая смесь равномерно распределена в потоке воздуха. При пересечении сечения 1 начинается криволинейное движение, что вызывает появление центробежной силы, под действием которой частицы твердого вещества обладающие большей массой прижимаются к внешней поверхности колена, т.е. происходит сепарация твердых частиц их потока. После пересечения сечения 2 твердые частицы снова равномерно перемешиваются в потоке воздуха. Эксперименты показали, что потери давления в трубе при транспортировке груза несколько выше, чем просто при продувке воздухом. Реальные потери давления после изменения направления движения вызваны необходимостью ускорения частиц груза.
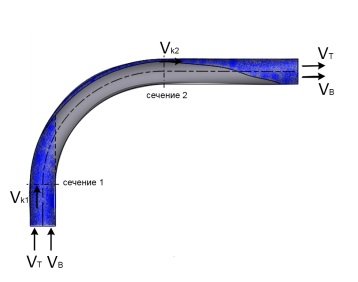
Рисунок 5.14. Схематизация течения при транспортировании костроволокнистой смеси в поворотном колене.
Эквивалентная длина колена трубы, принимаемая для расчета гидравлических потерь, – это длина горизонтальной трубы аналогичного диаметра, аналогичной шероховатости поверхности и с аналогичной потерей давления.
Рисунок 5.15 показывает эквивалентную горизонтальную длину колена на 90° с нормальным радиусом кривизны от четырех до шести диаметров трубы.
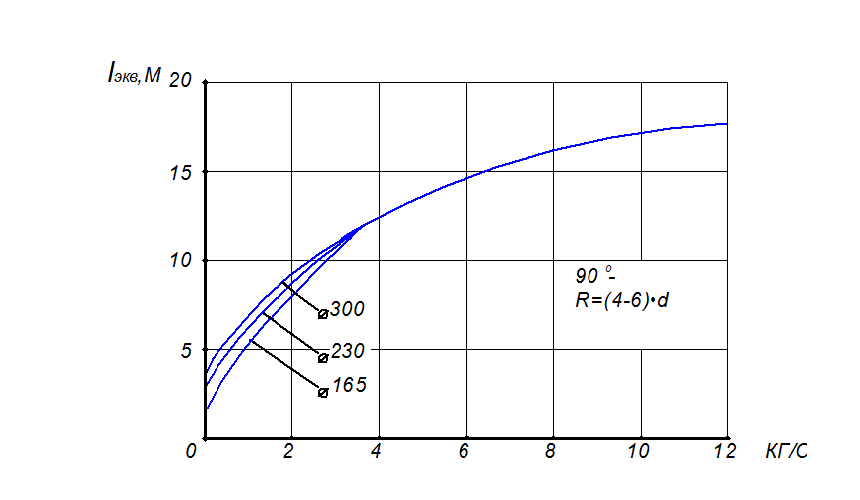
Рисунок 5.15. Эквивалентная длина колена трубы при изменении производительности пневмотранспорта.
Только для малых производительностей, менее 4 кг/с, существует небольшая зависимость от диаметра трубы. При производительности более 10 кг/с кривизна приближается к граничному значению, более 30 кг/с – может учитываться постоянная эквивалентная длина около 18 метров. Это означает, убрав одно колено, мы можем удлинить материалопровод почти на 20 метров без потери производительности. Колена с углом менее 90°, например 45°, имеют меньшую эквивалентную длину.
Тесты показали, что разница между коленом в горизонтальной плоскости и коленом между горизонтальной и вертикальной трубой очень мала и ею можно пренебречь, поэтому в обоих случаях учитывается одинаковая эквивалентная длина.
Потери давления при вертикальном перемещении груза. В вертикальных трубах совершается дополнительная работа по подъему груза. Это вызывает дополнительное падение давления. В практических расчетах принимается допущение, что падение давление на одном метре вертикального участка равно двукратному падению давления на метре горизонтального участка. Таким образом, при определении эквивалентной длины материалопровода, длина вертикального участка удваивается.
Отмеченные выше особенности движения воздуха и транспортируемого материала в системах пневмотранспорта вызывают целый ряд трудностей теоретического расчета, которые заключаются в определении эпюр скоростей движения воздуха и материала, гидравлических сопротивлений и потерь давления в отдельных элементах проточной части установки, изменении физико-механических свойства транспортируемого груза. Поэтому расчеты при проектировании новых систем пневмотранспорта в значительной мере базируются на опытных данных и предполагают экспериментальную доводку принятых конструктивных решений. Основные данные при проектировании пневматического транспорта: производительность и геометрические размеры проточной части. В результате расчета должны быть также определены: потребный расход воздуха L; скорости движения v и давление воздуха p, потребная мощность привода вентилятора N (в рассматриваемой системе режущий и нагнетательный элементы соединены в одной установке-режуще-отделительный агрегат) и другие величины.
Как было рассмотрено выше, скорость воздуха вертикально восходящего потока, при которой частицы материала находятся во взвешенном состоянии или непрерывном пульсирующем движении, называется скоростью витания. От величины скорости витания зависит скорость транспортирования груза. Накопленные данные по проектированию и эксплуатации пневмотранспортных систем позволяют обобщить зависимости скорости витания от размеров частиц, их плотности и плотности воздуха. В таблице 5.2 приведены экспериментальные данные по величинам скоростей витания для различных материалов.
Таблица 5.2. – Результаты экспериментальных исследований скоростей витания различных материалов
| Груз | vв, м/с | Груз | vв, м/с |
| Пшеница, ячмень | 9,0…11,5 | Мука, опилки | 7,5…8,1 |
| Рожь, овес | 8,0…10,0 | Солома | 6,4…8,7 |
| Горох, вика | 14,0…17,0 | Полова | 0,67…3,1 |
| Фасоль, кукуруза | 12,5…14,0 | Силос при W=72…82% | 8,0…20,0 |
| Семя льняное, цемент | 5,2…5,3 | Солома резаная длиной до 100 мм | 3,5…4,25 |
| Соя, песок, удобрения | 17,0…20,0 | Подсолнечник, гречиха | 7,0…8,6 |
При проектировании систем пневматического транспортера важно правильно выбрать скорость движения воздуха. Слишком высокие скорости ведут к перерасходу энергии, повреждению груза, увеличивают габариты установки, удорожают ее стоимость; недостаточные скорости при малейшей перегрузке транспортера приводят к завалу проточной части. Скорость движения воздуха для всасывающих и нагнетательных установок низкого давления рекомендуется определять по формуле v = kvв.
Поправочный коэффициент k зависит от сложности трассы, концентрации смеси и физико-механических свойств груза: для зерна k = 1,25…2,5; колосьев и сбоины k = 1,5…3,7; соломы и сена k = 1,5…2,5.Чтобы избежать завала проходного сечения трубопровода, большие значения принимают при большей массовой концентрации µ и повышенной влажности транспортируемого груза. Большинство установок пневматического транспорта, применяемых в сельскохозяйственном производстве и на пищевых предприятиях, работает при коэффициенте концентрации µ < 8…10 кг/кг со скоростью движения воздуха в пределах 10…30 м/с.
5.6 Расчёт проточной части системы пневматического транспорта
Основные элементы и размеры системы пневматического транспорта приведены на рисунке 5.16. Рассмотрим последовательно всасывающий и нагнетательный участки системы, как потребителей напора, и режуще-отделительного агрегата в функции нагнетательного устройства.
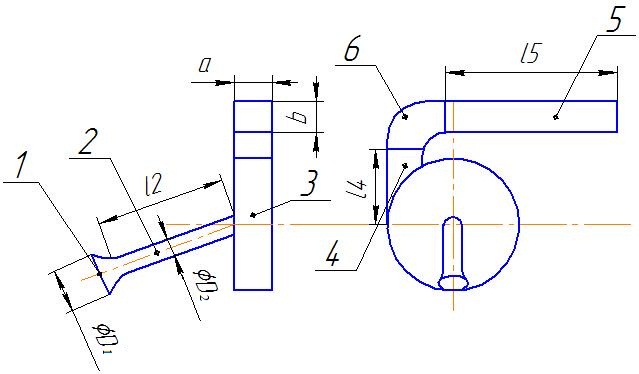
Рисунок 5.16. Схематическое изображение системы пневматического транспорта: 1 – всасывающее устройство (конфузор); 2 – всасывающий участок; 3 – режуще-отделительный агрегат; 4 – вертикальный участок нагнетательной линии; 5 – горизонтальный участок нагнетательной линии; 6 – поворотное колено.
5.6.1 Основные соотношения для расчета всасывающей и нагнетательной линии
Из выполненного анализа особенностей газодинамики движения псевдоожиженной костроволокнистой смеси в проточной части пневматической системе транспорта видно, что существенное влияние на особенности течения оказывает состав смеси, который в расчетах принято оценивать коэффициентом массовой концентрации.
Коэффициент массовой концентрации смеси — отношение массы груза к массе воздуха, перемещаемых в единицу времени (другими словами – это отношение производительности установки по массе перемещаемого материала, к массовому расходу транспортирующего воздуха):
| (5.10) |
где QТ – массовая производительность установки, кг/с;
L – объемный расход воздуха, м3/с;
ρ – плотность воздуха, кг/м3.
В практике эксплуатации и по данным экспериментальных исследований пневмотранспортных установок коэффициент массовой концентрации изменяется в следующих пределах: зерно и продукты его переработки – 1…25; цемент, угольная пыль – 20…60; сено, хлопок-сырец – 0,3…0,8; песок, щебень – 3…20; солома – 0,3…2.
С учетом этих данных примем для расчетов коэффициент массовой концентрации костроволокнистой смеси = 1,1 кг/кг.
Техническая производительность установки определяется по формуле:
| (5.11) |
где: Qc – среднесменная производительность установки;
k = 1,5 – коэффициент неравномерности подачи материала в пневматическую линию в течение смены;
k1 = 1,25 – коэффициент неучтенных факторов;
t – продолжительность работы установки в течение рабочей смены.
Для определения надёжно транспортирующей скорости воздуха предварительно вычисляется скорость витания для вертикального участка, исходя из следующих соотношений:
| (5.12) | |
| (5.13) | |
| (5.14) | |
| (5.15) |
Условные обозначения и размерности величин, входящих в уравнения (5.12 — 5.15):
ϑв – скорость витания в вертикальном участке трубопровода, м/с;
ν – кинематическая вязкость воздуха при температуре транспортирования, м2/с;
µ* – динамическая вязкость газа при температуре транспортирования, кг/м·с;
d – эквивалентный диаметр частиц, м;
Ar, Re – критерии Архимеда и Рейнольдса;
β – объёмная доля твёрдой фазы:
(5.16)
g – ускорение силы тяжести, м/с2;
ρТ – плотность транспортируемого материала, кг/м3;
ρ – плотность воздуха при температуре транспортирования, кг/м3;
(ниже для расчета принята плотность воздуха ρ =1,22 кг/м3).
Надёжно транспортирующая скорость воздуха принимается:
для вертикального трубопровода пневмотранспорта:
(5.17)
для горизонтального:
(5.18)
Если трасса пневмотранспорта содержит вертикальные и горизонтальные участки, то транспортирующая скорость воздуха для всей трассы принимается по горизонтальному участку.
После выбора основных исходных величин расчёт проводят в следующем порядке:
Исходя из известной величины коэффициента массовой концентрации смеси и расчетной производительности QT, определяется секундный расход воздуха:
| (5.19) |
По полученному объемному расходу воздуха QB и рассчитанной скорости воздуха определяется теоретический диаметр трубопровода:
| (5.20) |
Расчетный диаметр округляется до ближайшего большего или меньшего, по действующему ГОСТу на трубы.
По формуле QB = F · ϑ определяется окончательное значение объемного расхода QB (F – площадь сечения трубопровода) согласно принятому стандартному диаметру, а по формуле:
| (5.21) |
Пересчитывается коэффициент массовой концентрации .
В общем случае суммарные гидравлические потери давления в проточной части пневмотранспортной системы:
| (5.22) |
где: — коэффициент трения чистого воздуха о стенки (в дальнейшем расчете примем = 0,02);
.lприв— сумма приведенных длин для всех участков горизонтальных, вертикальных и эквивалентных отводов;
i – сумма коэффициентов местных сопротивлений;
k – коэффициент учета влияния вида транспортируемого материала принимается по таблице 5.3;
H-сумма длин вертикальных участков;
Рразг – потери давления на разгон, рассчитываются по формуле:
| (5.23) |
Кр = 12,1 – коэффициент сопротивления разгонного участка. Меньшее значение следует принимать для материалов с меньшей насыпной плотностью;
Рвозд – суммарная потеря давления в разгрузителе и пылеуловителе.
Таблица 5.3 Значения эквивалентных длин потерь давления в коленах с углом поворота 90 для различных групп материалов
| Вид материала | Lэк в м. при различных R/dT | |||
| 4 | 6 | 10 | 20 | |
| Пылевидный | 4-8 | 5-10 | 6-10 | 8-10 |
| Зерновой однородный | — | 8-10 | 12-16 | 16-20 |
| Мелкокусковой неоднородный | — | — | 28-35 | 38-45 |
| Крупнокусковой неоднородный | — | — | 60-80 | 70-90 |
Таблица 5.4 Ориентировочные предельные значения параметров для различных групп материалов
| Группа | Наименование группы | Скорость воздуха,
м/сек |
Концентрация,
кг/кг |
Коэффициент сопротивления, К |
| 1. | Мелкоштучные | 25-35 | 3-5 | 0,5-1,0 |
| 2. | Зернистые | 16-25 | 3-8 | 0,5-0,7 |
| 3. | Порошкообразные и пылевидные | 20-30 | 15-25 | 0,3-0,5 |
| 4. | Волокнистые | 15-18 | 0,1-0,6 | 1,0-2,0 |
В традиционных системах пневмотранспорта (при наличии вентилятора) с учётом суммарных потерь давления в сети и расходу воздуха подбирают вентилятор и рассчитывают потребную мощность его привода по формуле:
| (5.24) |
где: К1 = 1,15 – коэффициент, учитывающий подсосы в сети;
К2 = 1,1 – коэффициент неучтённых потерь в транспортном трубопроводе;
– КПД принимается в зависимости от выбранного типа воздуходувки.
Техническая производительность нагнетательного участка установки определяется по формуле 5.24.
5.6.2 Исходные данные для расчета пневмотранспортной системы блочно-модульного мобильного агрегата
Длину всасывающего транспортного трубопровода определяем исходя из общей компоновки льнокомбайна как расстояние между подборщиком льнотресты и местом установки режуще – отделительного агрегата.
Конструкция пневмотранспортной установки описана выше. Здесь отметим только элементы, имеющие значение для расчета характеристик пневмотранспортного тракта: всасывающая труба с конфузорным участком на входе, вращающийся и неподвижный диски режуще-отделительного агрегата, сборная камера, вертикальный участок пневмотранспортной системы на нагнетании, поворотное колено и горизонтальный участок на нагнетании.
Для расчета пневмотранспортной системы использованы результаты заводских испытаний льнокомбайна КВЛ-1М, на основании которых выбран ряд исходных параметров:
– ориентировочный объемный расход воздуха 4000 м3 /час (1,11 м3 /с);
– массовая производительность по транспорту костры и грубого вороха QT = 2 т/час (16 т/смена);
– перепад высот пневмотранспортной системы 1,5 м;
– диаметр входного отверстия в режуще-отделительный агрегат 400 мм;
– диаметр всасывающего участка пневмотранспортной системы 400 мм;
– проточная часть нагнетательного пневмопровода имеет два поворота на угол 900;
– суммарная длина прямолинейных участков проточной части 4 м;
– расчётный эквивалентный диаметр сечения частицы твердого материала d = 1103 м;
– расчетная длина кусочков костры принята равной 10 мм.
5.6.3 Расчет всасывающего и нагнетательного участков пневмотранспортной системы
Для определения величины надёжно транспортирующей скорости воздуха предварительно рассчитывается скорость витания по следующим соотношениям:
| (5.25) | |
| (5.26) | |
| (5.27) | |
| (5.28) | |
| (5.29) |
Для расчета примем:
– динамическая вязкость газа при температуре транспортирования,
µ* = 210-5 кг/м с;
– коэффициент неравномерности подачи материала в пневматическую линию в течение времени работы к = 1,5;
– коэффициент, учитывающий потери производительности к1 = 1,25;
– время работы установки в смену t = 8 час;
– плотность воздуха при температуре транспортирования, ρ =1,22
кг/м3;
– плотность транспортируемого материала ρт = 15, кг/м3.
Кинематическая вязкость воздуха υ:
| (5.30) |
Критерий Архимеда:
| (5.31) |
Доля твёрдой фазы:
| (5.32) |
Критерий Рейнольдса:
| (5.33) |
Скорость витания для вертикального участка:
| (5.34) |
Согласно рекомендациям, по проектированию надёжно транспортирующая скорость воздуха для вертикального участка пневмотранспорта принимается равной:
А для горизонтального:
Так как проточная часть пневмотранспорта содержит вертикальные и горизонтальные участки, то надежно транспортирующая скорость воздуха для всей трассы принимается по скорости для горизонтального участка пневматической системы:
vг=4vв =6,48 м/с
Учитывая наличие длинноволокнистого материала в транспортируемой костроволокнистой смеси для обеспечения надежного транспортирования без образования застойных зон примем для дальнейших расчётов скорость движения на 25% выше расчётной:
v = 8,1 м/с.
Определяем объёмный секундный расход воздуха:
| (5.35) |
Здесь принят диаметр входного (всасывающего) трубопровода системы пневмотранспорта равным 0,4 м, что определяется диаметром входного отверстия в режуще-отделительном агрегате.
Таким образом, при заданных исходных параметрах костроволокнистой смеси минимальный теоретический расход транспортирующего воздуха, обеспечивающий перемещение груза без образования завалов проточной части, составляет:
| (5.36) |
Обратим внимание, что производственные испытания льняного комбайна КВЛ-1М показали значительно больший расход воздуха, что само по себе является хорошим показателем для обеспечения надежной транспортировки костроволокнистой смеси без образования застойных зон. С другой стороны очевидно, что увеличение скорости движения является отрицательным фактором, т.к. обеспечение более высокой скорости движения требует создания более высоких напоров, что, в свою очередь, приводит к увеличению потребляемой мощности на перемещение груза в системе пневмотранспорта.
Величина общих потерь давления во всасывающем участке проточной части пневмотранспортной системы является суммой потерь трения и местных потерь:
| (5.37) |
Всасывающий участок представляет собой прямолинейную наклонную трубу со всасывающим конфузором, поэтому приведенная длина всасывающего участка равна его геометрической длине и составляет 1,2 м.
Коэффициент трения чистого воздуха о стенки примем = 0,02.
Высота подъема льнотресты: H = 0,5 м.
Поправочный коэффициент влияния вида волокнистого материала на гидравлические потери примем по таблице 5.4 (к = 1,5).
Плотность потока воздуха и перемещаемого груза примем как сумму плотностей воздуха и льнотресты:
ρ= 1,22 + 15 = 16,22 кг/м3 .
Потери давления на разгон Рразг, рассчитываются по формуле:
| (5.38) |
где Кр = 2,0 –коэффициент сопротивления разгонного участка.
С учетом этих допущений и расчетов суммарные потери давления на всасывающем участке:
Аналогично рассчитываются потери на нагнетательном участке. Здесь необходимо учесть потери в поворотном колене. Нагнетательный участок для плавного сопряжения со сборной камерой режуще-отделительного агрегата выполняется в виде прямоугольника с размерами сторон 0,3 х 0,4 м.
Гидравлический диаметр проходного сечения равен
Нагнетательный участок имеет два поворота на 90 с радиусом R = 5·dг = 1,7 м. Тогда повороты эквивалентны гидравлическому сопротивлению горизонтального участка трубы длиной 10 метров.
Таким образом, получаем значение приведенной длины нагнетательного участка:
| (5.39) |
Высота подъема костроволокнистой смеси в вертикальном участке пневмосистемы составляет H = 1 м.
В результате воздействия режущих гарнитур измельчителя происходит отделение костры от льноволокон, поэтому плотность перемещаемого материала уменьшается по сравнению со всасывающим участком пневмопровода. Поскольку определение этой плотности требует специального экспериментального исследования для расчетов нагнетательного участка плотность потока воздуха с костроволокнистой смесью оставим одинаковой с плотностью потока воздуха и тресты на всасывающем участке. Это несколько увеличит расчетное значение потребной мощности для привода режуще-отделительного агрегата.
Площадь проходного сечения нагнетательного участка несколько меньше, чем всасывающего. Из уравнения неразрывности расход – это произведение скорости движения на площадь сечения нагнетательного участка пневмопровода:
| (5.40) |
Откуда скорость движения на нагнетательном участке будет равна 8,5 м/с.
С учетом этих допущений и выполненных расчетов суммарные потери давления на нагнетательном участке системы пневмотранспорта:
.
Общие потери давления в проточной части всей пневмотранспортной системы составляют:
С учётом полных потерь давления в сети пневматического транспорта и расходу воздуха необходимая потребная мощность на перемещение транспортируемого груза составит:
| (5.41) |
где: К1 = 1,15 – коэффициент, учитывающий подсосы в сети;
К2 = 1,1 – коэффициент неучтённых потерь в транспортном трубопроводе;
— КПД нагнетательного устройства.
Здесь для определения мощности привода принят сравнительно низкий КПД нагнетания, т. к. проточная часть, определяющая характеристики нагнетателя, построена не исходя из рекомендаций по оптимальному проектированию вентилятора, а учитывает необходимость резания льняной тресты.
Таблица 5.5 – Расчетные параметры материалопровода
| Наименование параметра | Значение | Размерность |
| Геометрическая длина материалопроводов | 5,2 | м |
| Приведенная длина материалопроводов | 14 | м |
| Число поворотов | 1 | на 90 |
| Радиус поворотов трубопровода | 3,4 | м |
| Перепад высот | 1 | м |
| Концентрация смеси | 1,1 | кг/кг |
| Надежно транспортирующая минимальная скорость воздуха в трубопроводе | 8,5 | м/с |
| Диаметр внутренний трубопровода | 400 | мм |
| Общие потери давления в сети | 6791 | Па |
| Объемный расход воздуха | 0,31 | м3/с |
| Требуемая мощность привода | 4438 | Вт |
Рассмотренные выше методики позволяют рассчитать характеристику пневмотранспортной сети, т. е. зависимость потребного напора от расхода сети.
При использовании вентилятора, как нагнетательного средства для обеспечения движения льняного вороха по пневотранспортной системе, далее расчет сводится к подбору вентилятора по напорной характеристике и определении рабочей точки, обеспечивающей требуемый напор и расход в пневмотранспортной сети. Получение необходимых значений напора и расхода производится путем вариантного перебора различных напорных характеристик вентиляторов или использованием того или иного способа регулирования.
Во время проведения экспериментальных испытаний мобильного льнокомбайна по первичной переработке льна было отмечено, что режуще-отделительный агрегат, кроме основной технологической функции – отделения льноволокна и измельчения костры, обладает и напорными свойствами. Это определило одно из направлений данного исследования – исследование возможности использования режуще-отделительного агрегата как единственного нагнетательного агрегата. Очевидно, что для мобильной блочно-модульной установки по переработке льна, такая возможность была бы безусловно привлекательной, т.к. это существенно упрощает технологическую схему и уменьшает габаритные размеры всей установки.
Достижение поставленной цели сводится к решению ряда самостоятельных по сложности задач:
— анализ газодинамики потока в проточной части режуще-отделительного агрегата;
— разработка метода расчета течения;
— разработка методики определения напорной характеристики режуще-отделительного агрегата;
— разработка методики расчета КПД режуще-отделительного агрегата.
5.7 Основные положения к определению напорной характеристики режуще-отделительного агрегата
Отмеченные в экспериментальных исследованиях нагнетательные свойства режуще-отделительного агрегата достаточно просто объяснить, рассмотрев конструктивное устройство рабочего аппарата (рисунок 5.3). Здесь отметим, что режущие гарнитуры установлены на основном вращающемся диске по некоторой образующей (исходный вариант – это прямая линия по радиусу рабочего колеса).
Гарнитуры расположены довольно близко друг от друга. Это позволяет сделать предположение, что совокупность гарнитур как-бы образует лопатку радиального вентилятора. Конечно, такое предположение является первым приближением к реальному течению костроволокнистой смеси в режуще-отделительном агрегате. Реальный поток имеет пространственную структуру, в котором возможно существенное влияние вторичных течений в зазорах между режущими гарнитурами.
Сложный характер движения газа в проточной части режуще-отделительного агрегата, комбинация диффузорных и конфузорных течений, вращающихся и неподвижных элементов в проточной части, подвод энергии к газу набором режущих гарнитур рабочего колеса, скачки уплотнения и отрывы потока создают существенные сложности при моделировании протекающих газодинамических процессов и расчете параметров потока.
Создание адекватной и физически обоснованной математической модели расчета течения предполагает поэтапный путь решения этой задачи – последовательная постановка одномерной, двухмерной и пространственной модели. Это, в свою очередь приводит к необходимости проведения, анализа и обобщения большого количества вариантов расчетно-экспериментальных исследований. А также применения соответствующих математических подходов к решению получающихся систем уравнений, позволяющих достичь хорошей точности, быстродействия и надежности сходимости, требуемых для практически применяемых компьютерных программ.
Расчет газодинамики потока позволит разработать алгоритмы оптимизации проточной части режуще-отделительного агрегата льнокомбайна, позволяющие получить геометрию с максимальным КПД на заданные параметры с учетом возможных габаритных ограничений для обеспечения мобильности льнокомбайна.
Аналогия газодинамических процессов в проточной части режуще-отделительного агрегата льнокомбайна и турбомашинах позволяет надеяться, что применение коммерческих CFD-пакетов дает необходимый аппарат для практического применения при дозвуковых течениях в радиальных турбомашин. Наличие вторичных течений в зазорах между режущими гарнитурами, образующими лопатку рабочего колеса, приводит к необходимости как развития собственного CFD-кода SINF/Flag-S.
Большие проблемы с достоверностью результатов CFD-расчетов возникают во вращающихся элементах режуще-отделительного агрегата, в которых подводится энергия к газу, поэтому CFD-расчеты могут использоваться только как часть исследовательского пакета программ, использующего последовательно первичное проектирование, одномерные, двухмерные и квазитрехмерные расчеты. Необходимо так же иметь возможность доступа к расчетным кодам CFD-программы с целью его корректировки при проведении идентификации. Это позволяет делать CFD-код собственной разработки SINF/Flag-S.
Сложность решаемой задачи обуславливает необходимость создания комплексных методов цифрового проектирования, включающих методы предварительного проектирования, одномерные и квазитрехмерные подходы, реализованные в специализированных инженерных методиках, CFD-расчеты, программу проектирования и визуализации лопаточных решеток вращающихся элементов режуще-отделительного агрегата, программу создания 3D модели спроектированного турбоагрегата и построения сеток для CFD-расчетов.
Пространственный характер и наличие многосвязанных вторичных течений определяют необходимость использования больших вычислительных мощностей (объем оперативной памяти, количество и тактовая частота ядер процессоров и т.д.), которые невозможно получить на персональных компьютерах. Для достижения этих целей необходимо использование вычислительных мощностей суперкомпьютерных центров, имеющих в своем распоряжении все необходимые вычислительные мощности, компьютерные программы, специальное оборудование и опыт сотрудников проведения CFD-расчетов. Такие возможности имеются, например, в СКЦ «Политехнический» Санкт-Петербургского политехнического университета. Выполнение такой работы требует существенных затрат времени и материальных средств.
Вместе с этим выдвинутая выше гипотеза об аналогии совокупности режущих гарнитур со сплошной лопаткой вентилятора дает возможность выполнения оценки нагнетательных свойств режуще-отделительного агрегата, используя достаточно развитую теорию турбомашин и расчет двумерного потока на осерадиальной поверхности течения в межлопаточных каналах проточной части.
Рассмотренная выше методика построения напорной характеристики пневмотранспортной сети (раздел 5.6) позволяет по заданному расходу пневмотранспортной системы найти требуемую величину напора hт, обеспечивающую движение костроволокнистой смеси.
Таким образом, режуще-отделительный агрегат должен обеспечит передачу потоку костроволокнистой смеси эту удельную энергию.
Согласно теории турбомашин удельная энергия потока, обеспечиваемая определяется по уравнению Эйлера:
| (5.42) |
Это соотношение позволяет определить напор, передаваемый лопатками рабочего колеса потоку перемещаемой среды.
В проектируемом режуще-отделительном агрегате не предполагается установка входного направляющего аппарата.
Таким образом абсолютное движение на входе в рабочее колесо имеет радиальное направление, т.е. Соотношения скоростей на выходе из рабочего колеса, определяющие напор, приведены на рисунке 5.17.
В этом случае напор по уравнению Эйлера будет определяться следующим соотношением:
| (5.43) |
Исходя из этого соотношения последовательность проектирования режуще-отделительного агрегата на заданные напорные и расходные параметры можно представить нижеследующим образом.
1. Расход костроволокнистой смеси в проточной части режуще-отделительного агрегата определяет заданная производительность комбайна. Поэтому эта величина задается как исходное значение. Очевидно, что при проектировании режуще-отделительного агрегата необходимо задать его габариты и определить привод. Основной размер, определяющий конструкцию это диаметр основного диска рабочего колеса. Выбор того или иного типа привода определит скорость вращения вала. Конечно, при выборе диаметра и числа оборотов необходимо провести поверочные прочностные расчеты разрабатываемой конструкции.
2. Задание диаметра и числа оборотов позволяет определить окружную скорость на выходе из рабочего колеса. Число оборотов и, соответственно, окружная скорость на выходе из рабочего колеса определяются размерами рабочего колеса и числом оборотов приводного двигателя:
| (5.44) |
3. По напору, определенному при расчете пневмотранспортной системы, и скорости (5.44) из уравнения Эйлера (5.43) определяем величину напорной составляющей абсолютной скорости (проекция абсолютной скорости на окружное направление) на выходе из рабочего колеса:
(5.45)
4. Расходная составляющая абсолютной скорости (проекция абсолютной скорости на радиальное направление) на выходе из рабочего колеса определяется исходя из заданной производительности:
(5.46)
Здесь: – расходная составляющая абсолютной скорости на выходе из рабочего колеса; – высота лопатки; – коэффициент стеснения потока лопатками.
5. Найденные величины скоростей () позволяют построить параллелограмм скоростей на радиусе . (рисунок 5.17).
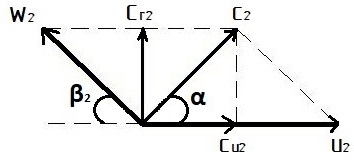
Рисунок 5.17. Параллелограмм скоростей на выходе из рабочего колеса: – относительная скорость; – окружная скорость; – абсолютная скорость
Из параллелограмма скоростей видно, что напорная составляющая абсолютной скорости определяется углом выхода потока :
(5.47)
В случае бесконечного число лопаток угол выхода потока равен углу установки лопатка . В реальных машинах устанавливается сравнительно небольшое количество лопаток, поэтому угол выхода потока всегда меньше угла установки лопатки, что существенно снижает напор, развиваемый рабочим колесом. Поэтому необходимо найти связь между углом выхода потока и углом установки лопатки. Изучению этого вопроса уделено и до настоящего времени уделяется пристальное внимание многочисленных исследователей, результаты работ которых рассмотрены в следующем разделе.
5.8 Математические модели теоретического напора
Как уже указывалось выше набор режущих гарнитур для выполнения анализа будем можно представлять как сплошную лопатку вентилятора, которая должна обеспечивать необходимый (заданный) напор и расход. Это позволит применить к динамическому измельчающему устройству имеющуюся теорию расчета вентиляторов.
С точки зрения поставленной задачи — главное определить рабочую точку нагнетательного устройства, т.е. найти пересечение напорной характеристики нагнетательного устройства с характеристикой сети, которая определяет рабочий напор и расход.
В общем случае величину теоретического напора можно определить, решая совместно уравнения движения, энергии, сплошности и состояния для вязкого, нестационарного снимаемого потока. Такое решение в строгой постановке в настоящее время невозможно выполнить, поэтому для нахождения величины коэффициента теоретического напора ΨТ используются различные допущения, начиная от одномерной струйной теории и заканчивая квазитрехмерной постановкой задачи.
При использовании тех или иных допущений различными авторами получены многочисленные эмпирические формулы для расчета теоретического напора, область применения которых ограничена, а определяется параметрами экспериментальных объектов, на основании исследования которых были получены эти зависимости.
Коэффициент теоретического напора в случае Си1 =0 равен:
(5.48)
Для расчета его величины часто используется отношение действительной величины теоретического напора к величине, полученной при условии бесконечно числа лопаток (z = ∞). В этом случае угол потока на выходе из рабочего колеса равен углу установки лопатки:
(5.49)
где ϻ — коэффициент циркуляции. Тогда из треугольника скоростей на выходе из рабочего колеса следует:
(5.50)
При определении коэффициента циркуляции ϻ большинство авторов решает задачу на базе сильно упрошенных физических схем.
А. Б. Стодола вывел формулу в 1927 г., полученную с учетом влияния осевого вихря на изменение окружной составляющей скорости:
(5.51)
Существует еще ряд работ, посвященных этому вопросу с аналогичным подходом. Среди них наиболее известны работы К. Пфлейдерера, Б. Экка, К. Страховича. Формула Б. Экка, например, учитывает, кроме осевого вихря, влияние кривизны лопаток, а также трение, уменьшение активной ширины потока вследствие отрыва пограничного слоя. Автор предлагает для колес, спроектированных по закону bxr=const определять коэффициент циркуляции по формуле:
(5.52)
где К — коэффициент, учитывающий наличие пограничного слоя, равен отношению площади сечения активного потока по всему сечению канала.
Для случая идеальной жидкости и отсутствия срывных зон в межлопаточном канале рабочего колеса, при допущении равномерно распределенной нагрузки по всей длине лопатки К. Пфлейдерер предлагает способ расчета коэффициента циркуляции.
Существуют работы, авторы которых при построении моделей напора учитывают изменение циркуляции не только в плоскости вращения, но и ряд других явлении, присущих реальному потоку, с целью выяснения влияния пространственной неравномерности потока на выходе из рабочего колеса на коэффициент циркуляция. Отмечается, что величина в значительной степени зависит от диффузорности потока в каналах колеса. Наиболее сильно этот фактор сказывается в рабочих колесах с малыми и средними углами.
Опираясь на аэродинамическую схему А. Стодола и вводя поправочные множители, учитывающие пространственность потока и влияние диффузорности, А. Стодола получил следующую зависимость для коэффициента скольжения:
(5.53)
Определение коэффициента теоретического напора в произвольных рабочих колесах возможно на основании анализа распределения скоростей вдоль профиля лопатки или характера распределения нагрузки на лопатку. В этом плане следует отметить работу, где распределение нагрузки на лопатку оценивается по расчету распределения скоростей канальным методом, а влияние вязкости и других особенностей течения определяется экспериментальным коэффициентом Км:
(5.54)
где – радиус приложения результирующей аэродинамических сил;
=2,4 – для одноярусных рабочих колес; =4,2 — для двухъярусных.
Формула имеет высокую точность в области расчетных режимов работы центробежных ступеней.
Для определения теоретического напора можно использовать методы расчета обтекания решеток потенциальным потоком. Коэффициент КМ в этом случае определится через циркуляцию идеального потока.
При таком подходе необходим учет различий в течении реального и идеального потоков; кроме того, нужно четко определить, условие схода невязкого потока для лопаток с относительно тупой выходной кромкой.
Углы входа и выхода лопаток определяются газодинамикой потока костроволокнистой смеси в режуще-отделительном устройстве, которое обеспечивает нагнетательные свойства агрегата. Напор, развиваемый устройством, должен превышать гидравлические потери в каналах пневмотранспортной системы для устойчивого движения костроволокнистой смеси во всасывающем и нагнетательном участках. Зная конструкцию пневмотранспортной системы, можно определить потребный напор, по величине которого находится коэффициент напора измельчающего устройства.
Для дальнейшего анализа, используя формулу А. Стодола по требуемой величине коэффициента напора, можно определить угол установки лопатки на выходе их рабочего колеса :
(5.55)
где – коэффициент расхода, определяемый как отношение расходной составляющей абсолютной скорости к окружной скорости на выходе из рабочего колеса.
Угол установки режущих гарнитур на входе (угол установки лопатки) в режуще-измельчающее устройство определяется конструкцией всасывающего участка. При отсутствии направляющего аппарата равен 900.
Определенные таким образом значения углов установки лопатки на входе и выходе и конструктивные размеры рабочего колеса позволяют рассчитать среднюю линию лопатки, обеспечивающую заданный напор рабочего колеса (см. рисунок 5.18).
5.9 Расчет течения в межлопаточном канале
В качестве основы расчета течения через радиальную решетку используем двумерную методику разработанную Стейницем. Результаты расчета по методу релаксации, с помощью которых в методе Стейница производится решение уравнений движения жидкости, показывают, что, за исключением областей вблизи концов канала, скорость от передней стороны к задней меняется линейно, а углы потока совпадают с углами лопатки. В области выхода из канала, где нарушается такой характер течения, распределение углов потока предполагается происходящим по параболическому закону. С.Н. Шкарбуль развил этот метод. Исходя из экспериментальных данных по исследованию относительного потока, он предложил аппроксимировать среднюю линию потока параболической кривой и на входе в канал.
Считаем, что заданы все геометрические параметры колеса и известны параметры потока в сечениях 1-1 и 2-2. Т.е. здесь рассматривается решение «прямой» задачи для рабочих колес, по которым имеются экспериментальные или расчетные данные в указанных сечениях. Заранее оговорим что эту методику не трудно использовать в более широком смысле. Для этого необходимо определить угол выхода потока из колеса по величине коэффициента нагрузки.
Расчет течения здесь и далее будет производится для средней расходной линии тока в меридиональной плоскости. С допустимым приближением, согласно с расчетами Стейница, можно считать, что средняя относительная скорость на любом радиусе по длине канала равна половине суммы скоростей на передней и задней сторонах лопатки:
, (5.56)
где – относительная скорость течения на задней стороне лопатки;
— относительная скорость течения на передней стороне лопатки.
Условимся, что при рассмотрении скоростей потока внутри канала стеснение потока лопатками учитывается, но надстрочный индекс « ʹ » для упрощения записи опускается. Индексы «з» и «п» обозначают параметры потока по задней и передней сторонам лопатки соответственно.
Понимая под нагрузкой на лопатку разность давлений по обе ее стороны, запишем уравнение Бернулли для относительного движения при отсутствии потерь:
(5.57)
где ρср— средняя плотность между ρ1 и ρ2.
Определим коэффициент нагрузки ∆Ψ как:
(5.58)
Тогда выражение можно записать в следующем виде:
, (5.59)
Или
(5.60)
где 𝜀 – степень сжатия потока.
Решая совместно (5.58) и (5.60), получим выражения относительных скоростей на профиле:
(5.61)
Для определения закона распределения нагрузки по профилю воспользуемся теоремой о главном моменте количества движения системы материальных точек: производная по времени от главного момента количества движения системы относительно оси равна моменту внешних сил относительно этой оси:
(5.62)
где Кƶ — проекция на ось z главного вектора момента количества движения;
Мƶ — момент внешних сил относительно оси z, действующий на выделенный объем костроволокнистой смеси.
Масса элементарного объема жидкости в межлопаточном канале рабочего колеса:
(5.63)
Момент количества движения массы относительно оси ƶ равен произведению массы на составляющую скорости перпендикулярную оси и на расстояние до этой оси:
dKƶ=rcu (5.64)
Момент внешних сил появится в результате действия разности давлений по обе стороны лопатки:
Mƶ=∆p*b*dr*r (5.65)
Тогда:
dKƶ=Mƶ=∆p*b*dr*r* (5.66)
Определим величину нагрузки:
(5.67)
Выразим через осредненный треугольник скоростей и произведем дифференцирование:
(5.68)
Или в безразмерном виде:
(5.69)
Чтобы воспользоваться зависимостью (5.69), необходимо определить входящие в нее величины 𝜀, β, сr. Уравнение можно использовать как при решении «прямой», так и «обратной» задачи теории решеток. В обоих случаях предполагается наличие известного соотношения между углами лопаток βл и углами потока по средней лини канала β.
Для определения линии тока предполагается, что в пределах от Ry=ry/r1=1.15-1.2 до некоторого значения Rx=rx/r2, определяемого по формуле Стейница:
(5.70)
Углы потока и углы лопатки по средней линии примерно совпадают, т.е. βл=β.
Предполагается, что на участках канала от Rx до r2 и от r1 до Ry изменение углов потока подчиняется параболической зависимости:
(5.71)
где R— относительный радиус (для участка входа в канал — Ry, для участка выхода — ).
Определение коэффициентов А, В, С для соответствующих участков производится путем решения системы трех уравнений, составленной на следующих граничных условиях:
- Равенства углов потока из лопатки на радиусах ;
- Отсутствие излома линии тока на радиусах ;
- Обеспечение угла выхода (входа потока из межлопаточного канала).
Тогда система уравнений для определения коэффициентов А, В, С для параболы, описывающей изменение углов потока на входе в канал:
(5.72)
где угол потока на входе в канал
(5.73)
Для участка на выходе из межлопаточного канала:
(5.74)
где угол выхода потока из канала:
(5.75)
Тогда средняя линия установки режущих гарнитур (средняя линия лопатки), представляющая собой отрезок дуги окружности, может быть построена исходя их радиуса центров и радиуса лопатки:
(5.76)
(5.77)
| (5.78) |
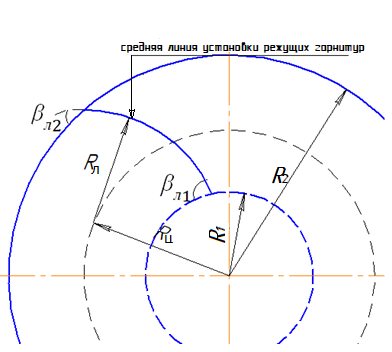
Рисунок 5.18. Схема расположения режущих гарнитур по дуге окружности.
Найдем расходную составляющую скорости Сr на различных участках радиуса режуще-отделительного устройства:
(5.79)
где: Q — объемный расход (м3/с);
ri — радиус (м);
b1— высота режущей гарнитуры (м);
t — толщина лопатки (м);
z — количество лопаток по периметру режуще-отделительного устройства.
Возьмем двадцать точек по радиусу с шагом 0,015 метра.
(5.80)
угловая скорость рабочего колеса на выходе:
(5.81)
n=1200 об/мин
(5.82)
U2 = 62,8м/с
Находим производную в каждой точке:
| (5.83) |
для первой точки:
(0,03826-0,04097)/0,03=-0,09014
для второй
(0,03591-0,04097)/0,06=-0,08424
Тогда тангенс угла выхода потока из канала:
Откуда получаем β2=30
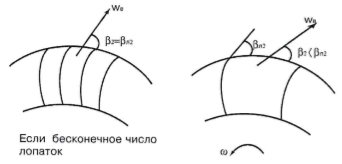
Рисунок 5.19. Схематизация оценки угла отставания потока методом Стодола.
Если положим, что угловая скорость вихря wв, то . Стодола предположил, что интенсивность вихря равна рабочей скорости колеса: wв=w.
Тогда относительная скорость, возникающая в межлопаточном канале от наличия осевого вихря: .
Из треугольника скоростей следует, что тогда:
| (5.84) |
На выходе из межлопаточного канала: .
При отсутствии вращения скорость идет по лопатке. При бесконечном числе лопаток осевой вихрь отсутствует (а2 = 0), так как нет пространства между лопатками для развития осевого вихря.
При конечном числе лопаток появляется составляющая относительной скорости от осевого вихря wв2. Тогда относительная скорость потока на выходе из рабочего колеса w2= wв2+ w2n и соответствующий угол лопатки βл2 =130.
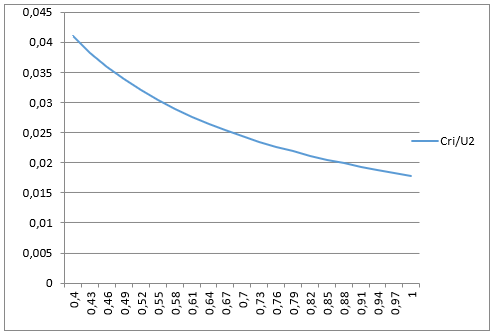
Рисунок 5.20. График изменения расходной скорости по каналу режуще-отделительного агрегатора.
Эти положения позволяют рассчитать угол лопатки в различных точках по радиусу:
. (5.85)
Здесь радиус средней линии лопатки (радиус, по которому устанавливаются режущие гарнитуры):
| (5.86) |
Для рассматриваемой конструкции режуще-отделительного агрегата:
Rл = (0,52-0,22)/2(0,5*0,9-0,2*0) = 0,23 м.
По формуле (5.86) определяется угол лопатки на различных точках по радиусу. Полученные расчетные данные сведены в таблицу 5.6
Таблица 5.6 – Расчетные параметры режуще-отделительного агрегата
| Точки | ri | Cri | Cri/U2 | φi | cosβл |
| 1 | 0,2 | 2,57 | 0,04097 | 0,09014 | 0 |
| 2 | 0,215 | 2,40 | 0,03826 | 0,08424 | 0,0629 |
| 3 | 0,23 | 2,26 | 0,03591 | 0,07352 | 0,1219 |
| 4 | 0,245 | 2,13 | 0,03385 | 0,06473 | 0,1777 |
| 5 | 0,26 | 2,01 | 0,03203 | 0,05742 | 0,2308 |
| 6 | 0,275 | 1,91 | 0,03041 | 0,05127 | 0,2816 |
| 7 | 0,29 | 1,82 | 0,02895 | 0,04606 | 0,3306 |
| 8 | 0,305 | 1,74 | 0,02764 | 0,0416 | 0,3779 |
| 9 | 0,32 | 1,66 | 0,02646 | 0,03775 | 0,4239 |
| 10 | 0,335 | 1,59 | 0,02538 | 0,03441 | 0,4687 |
| 11 | 0,35 | 1,53 | 0,02439 | 0,03149 | 0,5124 |
| 12 | 0,365 | 1,48 | 0,02349 | 0,02893 | 0,5552 |
| 13 | 0,38 | 1,42 | 0,02266 | 0,02666 | 0,5973 |
| 14 | 0,395 | 1,37 | 0,02189 | 0,02464 | 0,6386 |
| 15 | 0,41 | 1,33 | 0,02118 | 0,02284 | 0,6792 |
| 16 | 0,425 | 1,29 | 0,02052 | 0,02123 | 0,7193 |
| 17 | 0,44 | 1,25 | 0,01990 | 0,01979 | 0,7589 |
| 18 | 0,455 | 1,21 | 0,01933 | 0,01848 | 0,798 |
| 19 | 0,47 | 1,18 | 0,01879 | 0,01729 | 0,8367 |
| 20 | 0,485 | 1,15 | 0,01829 | 0,01622 | 0,8751 |
| 21 | 0,5 | 1,12 | 0,01782 | 0,0157 | 0,913 |
5.10 Расчет нагнетательных характеристик режуще-отделительного агрегата
Одним из инновационных решений при разработке модернизированной системы переработки льнотресты в комбайне КВЛ-1М является совмещение функций режущего аппарата и нагнетателя в одном устройстве – режуще-отделительном агрегате. Эскизное изображение режуще-отделительного агрегата дано на рисунке 5.21. Здесь показано схематическое устройство вращающегося диска режуще-отделительном агрегате, который соединяет в себе важные функциональные действия: режет на частицы льнотресту, отделяет льняные волокна и обеспечивает передвижение льнотресты в пневматической системе комбайна.
Льнотреста после всасывающего участка пневматической системы через отверстие диаметром D0 в покрывающем неподвижном диске поступает на вход режущих гарнитур режуще-отделительного агрегата. Первая режущая гарнитура установлена на D1дез, последняя гарнитура из семи установлена на диаметре D2дез. Режущие гарнитуры установлены по прямой линии по радиусу (общее количество комплектов режущих гарнитур, установленных на вращающемся диске — 6 штук).
После режущего устройства расположено 6 прямых непрофилированных лопаток вентилятора. Радиус входа на лопатки рабочего колеса вентилятора – R1, радиус выхода – R2. Диск режуще-отделительного агрегата вращается с угловой скоростью ω.
В значительной степени условно рассмотренную конструкцию вращающегося диска режуще-отделительного агрегата можно представить как радиальное рабочее колесо центробежного вентилятора с двухрядной решеткой.
Первый ряд представляет собой условные радиальные лопатки вентилятора, образованные режущими гарнитурами. Угол установки этих лопаток β1лдез=β2лдез = 900. При этой схематизации конструкции условная толщина профиля лопатки равна длине режущей гарнитуры. Второй ряд лопаточной решётки представляет собой классические прямолинейные лопатки рабочего колеса, установленные под углом β1л = β2л =45 0.
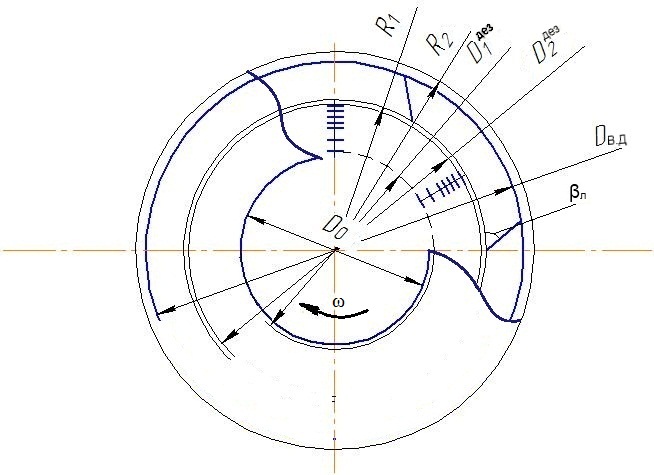
Рисунок 5.21. Схематическое изображение устройства режуще-отделительного агрегата в радиальном сечении.
Здесь необходимо отметить важный момент, определяющий газодинамику потока и, соответственно, напорные свойства режуще-отделительного агрегата. Представленная схематизация конструктивного устройства лопаточной системы режуще-отделительного агрегата моделирует лопатки, загнутые назад. Очевидно, также, что между режущими гарнитурами происходит течение воздуха. Описание совокупности режущих гарнитур в виде непроницаемой лопатки упрощает анализ структуры потока и позволяет для расчёта использовать традиционные методы расчета энергетических характеристик вентилятора.
В настоящее время разработаны специализированные программные комплексы, позволяющие произвести расчет течения в подобных межлопаточных каналах. Трудоемкость процесса подготовки исходных данных для расчета течения многоярусных лопаточных аппаратов и само выполнение расчетов, требующих использования дорогостоящих программных комплексов и значительных затрат машинного времени, представляет собой самостоятельную по сложности задачу.
Рассмотрим особенности газодинамики потока и основы расчета нагнетательных установок в системе пневмотранспорта.
Для упрощения изложения введем следующие условные обозначения:
L– расход (подача, производительность) вентилятора, м3/с;
Р, Рs, Рd– полное, статическое и динамическое давления, Па;
ΔP1-2 – потери давления, Па;
N– мощность, Вт;
ηг, ηo, ηм– гидравлический, объёмный и механический КПД;
С, W, U– абсолютная, относительная и окружная скорость в рабочем колесе, м/с;
Сu, Cr – окружная (напорная) и радиальная(расходная) составляющие абсолютной скорости, м/с;
b, D – ширина меридионального сечения и диаметр рабочего колеса, м;
βл– угол установки лопаток в рабочем колесе, град (рад);
β– угол потока в межлопаточном канале рабочего колеса, град (рад);
Cu/u– коэффициент закрутки потока в рабочем колесе;
— коэффициент расхода;
ψ– коэффициент напора (коэффициент давления);
ns– коэффициент быстроходности;
ρ– плотность, кг/м3;
ω– площадь поперечного сечения, м2;
ωo – угловая скорость вращения, рад/с;
nм– частота вращения вала, об./мин.;
n– частота вращения вала, об./c.
Индексы:
1, 2 – входное и выходное сечения рабочего колеса;
Т – теоретические параметры;
Ф – фактические параметры.
Энергия, передаваемая потоку рабочим колесом, определяется значениями относительных W, окружных U и абсолютных C скоростей на входе и выходе из межлопастного канала. Относительная скорость W– это скорость движения потока относительно вращающегося рабочего колеса. Вектор её направлен по касательной к лопатке, т. е. вдоль линии тока. Вектор окружной скорости U, направленный по касательной к данной точке окружности рабочего колеса радиусом r в сторону вращения рабочего колеса, вращающегося с угловой скоростью ωo, равен:
| (5.87) |
Абсолютная скорость – это скорость движения потока относительно неподвижного корпуса нагнетателя. Абсолютная скорость C равна геометрической сумме относительной W и переносной (окружной) U скоростей: .
Вектор абсолютной скорости разложим на две составляющие Cr и Cu.
Проекция абсолютной скорости на радиальное направление (расходная составляющая абсолютной скорости) Cr направлена перпендикулярно проходному сечению, что позволяет определить объемный расход через данную поверхность ω=:
| (5.88) |
Скорость Cu является проекцией абсолютной скорости на вектор окружной скорости U и называется скоростью закрутки потока. От этой скорости зависит давление, создаваемое вентилятором. Векторы окружной и абсолютной скоростей образуют угол α; вектор относительной скорости с обратным направлением окружной скорости – угол β.
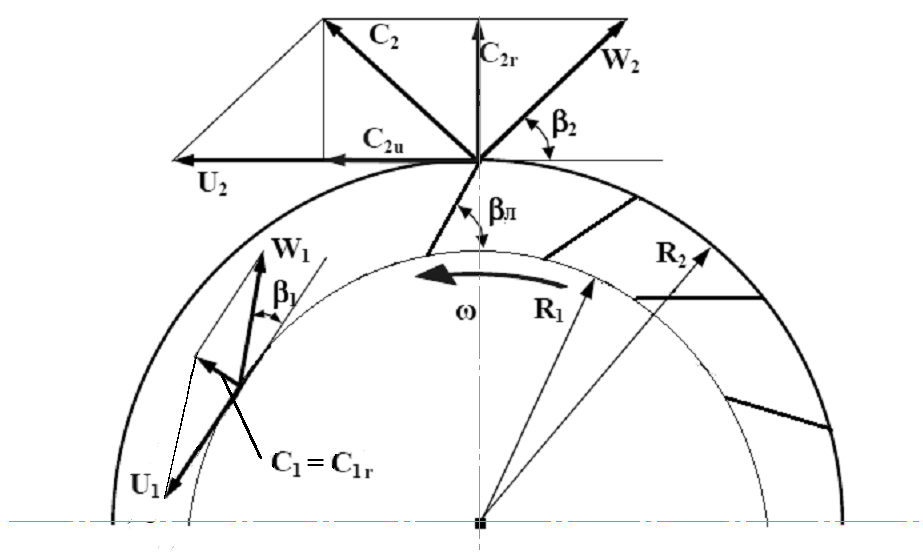
Рисунок 5.22. Параллелограммы скоростей на входе и выходе из межлопаточного канала рабочего колеса.
На выходе лопатки рабочего колеса (сечение 2 – 2) имеются: окружная скорость U2, относительная скорость W2 и абсолютная скорость C2. Направление скорости W2 определяется углом β2, который называется углом выхода потока в относительном течении. На входе в рабочее колесо (сечение 1 – 1) имеем, соответственно, скорости U1, W1 и C1. Определение величин этих скоростей и их направлений на входе и выходе из рабочего колеса позволяет построить параллелограммы скоростей, по которым рассчитать давление нагнетателя.
Основная характеристика радиального нагнетателя – это зависимость создаваемого давления P от объемного расхода нагнетателя L.
Теоретическое давление нагнетателя равно разности полных давлений на выходе и входе в нагнетатель:
| (5.89) |
где Ps2; Ps1– статическое давление на выходе и входе в межлопаточный канал рабочего колеса вентилятора;
ρc22/2; ρc12/2 – динамический напор потока на выходе и входе;
ρgz2; ρgz1— нивелирный напор на выходе и входе (т.к. изменение высоты потока в пределах вентилятора незначительно, этими составляющими в расчете пренебрегаем).
Из этого краткого обзора расчетных соотношений видно, что для определения искомых характеристик нагнетательных свойств режуще-отделительного агрегата необходимо произвести расчет течения в межлопаточных каналах или, как минимум, рассчитать скорости и построить параллелограммы скоростей на входе и выходе из рабочего колеса.
Расходная составляющая абсолютной скорости на входе и выходе из рабочего колеса (без учета площади проходного сечения, занимаемого лопатками):
На входе в рабочее колесо отсутствует закрутка потока (Cu1 =0), поэтому абсолютная скорость м3 /с.
Значения окружных скоростей на входе и выходе:
Здесь n = 1250 об/мин – число оборотов вращающегося диска режуще-отделительного агрегата.
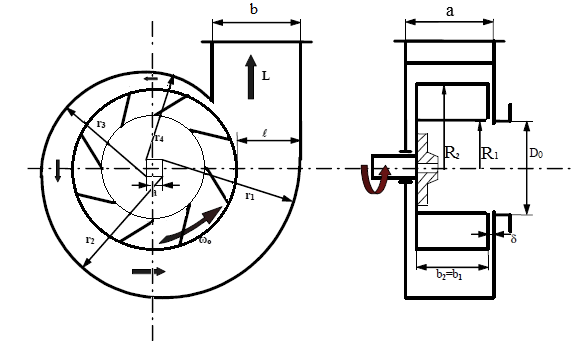
Рисунок 5.23. Схематическое изображение радиального и меридионального сечения режуще-отделительного агрегата, моделирующее его нагнетательные свойства.
Для дальнейших вычислений удобно использовать понятие коэффициента расхода, широко применяемое при проектировании вентиляторов радиального типа:
Согласно опыту проектирования центробежных вентиляторов типичные значения коэффициентов расхода лежат в пределах 0,2 – 0,3. Значительное отличие коэффициента расхода в рассматриваемой конструкции от рекомендуемых значений для классических центробежных вентиляторов объясняется необходимостью установки устройств для резки льнотресты в режуще-отделительном агрегате.
Теоретическая мощность, которую вентилятор передает потоку для обеспечения заданной производительности и давления, вычисляется по формуле:
| (5.90) |
Теоретический напор, который обеспечивает рабочее колесо центробежного вентилятора, в общем случае определяется по формуле Эйлера:
| (5.91) |
Если закрутка потока на входе на лопатки рабочего колеса отсутствует , как в принятой конструкции режуще-отделительного агрегата, то теоретический напор:
| (5.92) |
Используя понятие безразмерного коэффициента напора:
| (5.93) |
из треугольника скоростей (рисунок 5.24) получим:
| (5.94) | |
| (5.95) | |
| (5.96) |
Для построения параллелограмма скоростей на выходе из рабочего колеса и определения напорных характеристик нагнетателя необходимо определить угол направления относительной скорости на выходе из рабочего колеса β2.
Рисунок 5.24. Треугольник скоростей к определению коэффициента теоретического напора для рабочего колеса центробежного нагнетателя.
Здесь необходимо отметить важные для проектирования нагнетателя следующие выводы (рисунок 5.24):
Максимальный коэффициент напора создают рабочие колеса с лопатками, загнутыми вперед βл2>90º. Однако они имеют самую большую скорость на выходе С2 из представленных ступеней, что приводит к росту потерь в диффузоре и снижению КПД ступени в целом. Поэтому такие рабочие колеса находят применение только в низконапорных вентиляторах.
Рабочие колеса реактивного действия с загнутыми назад лопатками (βл2<90º) обладают высоким КПД и применяются в основном в стационарных компрессорах. Различают рабочие колеса насосного (βл2=15…30º) и компрессорного (βл2 = 30…60º) типа.
Рабочие колеса с лопатками, имеющими радиальный выход (βл2 = 90º), создают высокий напор, но КПД ступени несколько ниже, чем при загнутых назад лопатках. Рабочие колеса с βл2=90º полуоткрытого типа имеют одно основное преимущество: окружные скорости U2, ограниченные пределом прочности примерно в 1,5 раза выше, чем у рабочих колес с покрывающим диском, что обеспечивает большие степени повышения давления в одной ступени. Такие рабочие колеса применяются в авиационных компрессорах и компрессорах наддува двигателей внутреннего сгорания.
Рисунок 5.25. Влияние угла установки лопатки на выходе из рабочего колеса на треугольник скоростей.
Из вышеприведенного анализа и расчетных формул следует, что определяющим напор рабочего колеса является угол выхода потока из межлопаточного канала рабочего колеса в относительном движении β2.
Выше были получены формулы для рабочего колеса с конечным числом лопаток:
Аналогично, при бесконечном числе лопаток угол выхода потока будет равен углу установки лопатки:
.
В рабочих колесах с конечным числом лопаток поток отстает по направлению от угла лопаток на выходе (рисунок 5.26) на величину:
Δβ = βл2 – β2.
Определение β2 достаточно сложная задача, т.к. угол отставания потока Δβ изменяется в очень широком диапазоне и зависит от густоты решетки, аэродинамической нагруженности лопатки и состояния пограничного слоя на ней.
Рисунок 5.26. Отставание потока на выходе из режуще-отделительного агрегата от угла установки лопаток.
Наиболее простой способ определения β2 по углу βл2 и числу лопаток z2 в предположении о существовании осевого вихря в межлопаточном канале рабочего колеса был предложен А. Стодолой:
| (5.97) |
Отметим, что формула Стодолы дает хорошее совпадение с результатами экспериментальных исследований для рабочих колес с лопатками, выполненными по дуге окружности и βл2<90º.
Для закрытых рабочих колес, меридиональное сечение которых спрофилировано по закону bR=const применяются формулы Б. Экка, учитывающие влияние кривизны межлопаточного канала уменьшение на 20–30 % сечения потока на выходе из межлопаточного канала из-за наличия срывной области. Для полуоткрытых рабочих колес с л2 = 90 можно использовать формулу П.К.Казанджана или К. Пфлейдерера.
Погрешность в определении теоретического напора по приведенным формулам может достигать 20–30 %, так как формулы носят эмпирический характер. Надежно определить с погрешностью 2–3 % можно с помощью метода теории решеток.
Тогда коэффициент теоретического напора:
Тогда теоретический напор рабочего колеса:
Теоретическая мощность, развиваемая нагнетателем:
Фактическая мощность привода с учетом: потерь в режуще-отделительном агрегате ηв= 0,7 – 0,8; механических потерь в подшипниках η п= 0,96 – 0,97; механических потерь в клиноременной передаче η кп= 0,9 – 0,95; составит:
Таким образом, расчетный анализ показывает, что мощность режуще-отделительного агрегата обеспечивает транспорт костроволокнистого вороха в системе пневматического транспорта комбайна.
Необходимо отметить, что выполненная расчетная оценка напорной характеристики режуще-отделительного агрегата использует основные положения теории турбомашин, аналогию обтекания совокупности режущих гарнитур с лопаткой турбомашины и гипотезу о непроницаемости поверхностей лопаток, формируемых совокупностью режущих гарнитур. Очевидно, что последнее предположение значительно упрощает реальную газодинамику потока костровоздущной смеси в рабочем аппарате, т.к. в зазорах между вращающимися и неподвижными режущими гарнитурами возникает вторичное течение в направлении ортогональном основному потоку в межлопаточном канале. Таким образом к составляющей от осевого вихря добавляется составляющая скорости относительного движения от вторичного течения между зазорами в режущих гарнитурах. Это явление приведет к увеличению угла отставания потока от направления средней линии лопатки на выходе из рабочего аппарата и, соответственно, к уменьшению величины напора. Изучение этого процесса и определение количественного влияния на напорные свойства требует специального исследования.
ЗАКЛЮЧЕНИЕ
1. Разработана инновационная технология мобильной первичной переработки тресты в условиях максимального приближения к месту производства с целью получения короткого волокна низкой себестоимости, которое после доработки может быть продукцией с высокой добавленной стоимостью и из которой можно изготовить изделия различного функционального назначения.
2. Впервые предложена и исследована конструкция блочно – модульного мобильного агрегата (условное название АБМ-1), который для льносеющих регионов позволяет решить проблему первичной переработки тресты льна в хозяйствах и обеспечивает благоприятные условия для улучшения логистики при уборке тресты за счет перевозки с полей переработанного материала вместо большого количества не переработанной тресты.
3. Разработана технологическая схема агрегата АБМ-1, позволяющая работать с достаточной производительностью и мобильностью.
4. Получены данные для использования в расчетах по организации технологии уборки льнотресты и её первичной переработки в поле и на стационарных площадках.
5. Разработаны теоретические основы процесса разрушения стеблей льна в режуще-отделительном агрегате (дезинтеграторе) и пневматической транспортировки лубоволокнистой массы по пневмопроводу.
6. Применение инновационного, высокопроизводительного, мало затратного, недорогого и простого по конструкции технологического агрегата АБМ-1 обеспечит получение дополнительной прибыли за счет первичной переработки тресты льна и выделения моноволокна непосредственно в хозяйствах позволит диверсифицировать сельскохозяйственное производство в районах льносеяния, создать новые рабочие места и дополнительно обеспечит рынок высококачественным натуральным моноволокном.
7. По результатам работы опубликованы статьи:
7.1. Никифоров А.Г., Сидоренков М.В. Инновационная технология переработки льнотресты в полевых условиях. Сборник материалов Международной научно-практической конференции «Научное и техническое обеспечение АПК, состояние и перспективы развития», посвященной 100-летию ФГБОУ ВО Омский ГАУ. — Омск: Омский ГАУ, 2018. — С. 110-113.
7.2. Никифоров А.Г., Вернигор А.В., Сидоренков М.В. Методика расчета течения идеального газа в проточной части измельчителя-отделителя мобильного средства для первичной переработки льнотресты в полевых условиях. «Актуальные вопросы развития органического сельского хозяйства»: сборник матер. междун. науч.- практ. конф. (16 октября 2018 г) — Смоленск: ФГБОУ ВО Смоленская ГСХА. 2018 — С. 578-584.
7.3. A. Nikiforof, D. Popova, K. Soldatova. A network application for modelling a centrifugal compressor performance map.10th International Conference on Compressor and there Systems. IOP Conference Series: Material Science and Engineering 232 (2017). London. UK. 012046. DOI: 10.1088/1757-899X/232/1/012046
7.4. Никифоров А.Г., Сидоренков М.В. Методика расчетной оценки и проектирования турбоагрегата льнокомбайна. Состояние и перспективы научного обеспечения АПК. / Сборник материалов национальной научной конференции (28.05.2019г.) — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2019. — С. 79-84.
7.5. Никифоров А.Г., Герасимов В.Н., Рековец А.В., Рудаков Н.А., Матыченков Е.В. Разработка метода проектирования режуще-отделительного агрегата льнокомбайна. В сборнике: Цифровые технологии — основа современного развития АПК. сборник материалов международной научной конференции. 2020. С. 316-322.
7.6. Белокопытов В.Н., Герасимов В.Н., Илларионов А.С. Первичная переработка тресты в хозяйствах. В сборнике: Актуальные вопросы развития органического сельского хозяйства. сборник материалов международной научно-практической конференции. 2018. С. 511-517.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Никифоров А.Г., Сидоренков М.В. Инновационная технология переработки льнотресты в полевых условиях. Сборник материалов Международной научно-практической конференции «Научное и техническое обеспечение АПК, состояние и перспективы развития», посвященной 100-летию ФГБОУ ВО Омский ГАУ. — Омск: Омский ГАУ, 2018. — С. 110-113.
- Никифоров А.Г., Вернигор А.В., Сидоренков М.В. Методика расчета течения идеального газа в проточной части измельчителя-отделителя мобильного средства для первичной переработки льнотресты в полевых условиях. «Актуальные вопросы развития органического сельского хозяйства»: сборник матер. междун. науч.- практ. конф. (16 октября 2018 г) — Смоленск: ФГБОУ ВО Смоленская ГСХА. 2018 — С. 578-584.
- Nikiforof, D. Popova, K. Soldatova. A network application for modelling a centrifugal compressor performance map.10th International Conference on Compressor and there Systems. IOP Conference Series: Material Science and Engineering 232 (2017). London. UK. 012046. DOI: 10.1088/1757-899X/232/1/012046
- Никифоров А.Г., Сидоренков М.В. Методика расчетной оценки и проектирования турбоагрегата льнокомбайна. Состояние и перспективы научного обеспечения АПК. / Сборник материалов национальной научной конференции (28.05.2019г.) — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2019. — С. 79-84.
- Новиков, Э. В. Масличный лен как глобальный сырьевой ресурс для производства волокна [Электронный ресурс] / Э. В. Новиков, Н. В. Басова, И. В. Ущаповский, А. В. Безбабченко, А. В. Галкин // Молочнохозяйственный вестник. – 2017. – № 3 (27). ВГМХА – С. 187-203. – Режим доступа: http://molochnoe.ru/journal.
- Пат. РФ № 2390590 Российская Федерация, МПК D01B 1/12 С1. Способ получения штапелированного льняного волокна / Корнилов В.С., Корнилов А.В.; заявитель и патентообладатель Корнилов В.С. Заявка: 2009107736/12 от 04.03.2009 (24); опубл. 25.05.2010, Бюл. № 15 (56).
- Пат. РФ на ПМ № 151899 Российская Федерация, МПК D01B 1/14 С1. Агрегат для уборки и переработки льна в штапелированное волокно / Пашин Е.Л.; заявитель и патентообладатель Пашин Е.Л. Заявка: 2014135526/13 от 01.09.2014; опубл. 20.04.2015, Бюл. № 11.
- Пат. РФ на изобретение № 2506353 Российская Федерация, МПК D01B 1/00 С1. Способ получения лубяного волокна и устройство для его осуществления / Внуков В.Г., Федосова Н.М.; заявитель и патентообладатель ООО «Агроен-Инвест». Заявка: 2012155973/12 от 21.12.2012; опубл. 10.02.2014, Бюл. № 4.
- Пат. РФ на ПМ № 164651 Российская Федерация, МПК D01B 1/00 С1. Устройство для переработки лубяных стеблей в поле / Внуков В.Г., Федосова Н.М., Безбабченко А.В., Новиков Э.В., Чекренева Т.П.; заявитель и патентообладатель ФГБНУ ВНИИМЛ. Заявка: 2016109551/12 от 16.03.2016; опубл. 10.09.2016, Бюл. № 25.
- Льнокомбайн полунавесной КВЛ-1. Руководство по эксплуатации и техническому обслуживанию. Вязьма 2015. – 37 с
- Ростовцев, Р.А. Направления развития технологий уборки льна-долгунца / Р. А.. Ростовцев, В. С. Куприянов, В. Д. Игнатов // Электронный журнал ФГБНУ ФНАЦ ВИМ. По итогам 7-й Международной научно-технической конференции молодых ученых и специалистов «Инновации в сельском хозяйстве», посвященной 100-летию со дня рождения видного ученого в области электрификации сельского хозяйства, Лауреата Государственной премии СССР, доктора технических наук, профессора А.В. Демина (27-28 апреля), Москва. ФГБНУ ФНАЦ ВИМ, Выпуск №3 (24). 2017. – С. 1-6. – Режим доступа: http://ej.viesh.ru/journal/201502end.
- Новиков, Э.В. Новые технологические машины для переработки льна / Э. В. Новиков, А. В. Безбабченко, В. Г. Внуков, В. А. Романов // Материалы Международная научно-практической конференции «Лен – стратегическая культура XX — века», 5-6 декабря 2016. г. Смоленск. ФГБОУ ВО Смоленская ГСХА. – 2017.
- К.Г. Тополиди, Ю.Н. Вальщиков, Е.П. Боженов, М.А. Рогов. Пневматический транспорт в текстильной и легкой промышленности/производственное издание. – М.: Легпромбытиздат, 1987. – 104 с.
- В.А. Минко, Т.Н. Ильина, А.В. Минко, Д.А. Емельянов. К расчету воздуховодов для двухфазных потоков. // Вестник ТГТУ. 2016. Том 22.- №4. –с. 648-655.
- В.А. Минко. Обеспыливающая вентиляция: монография. / В.А. Минко, И.Н. Логачев, К.И. Логачев. – Белгород: изд-во БГТУ,2006. – Т.1. – 460 с.
- Д.А. Емельянов, К.В. Плотников. О влиянии объемной концентрации техногенных волокнистых материалов на коэффициент формы частиц в материально-воздушном потоке. //Вестник БГТУ им. В.Г. Шухова. – 2016. — №3. – с. 91-95.
- И.Т. Глебов. Подъемно-транспортные машины отрасли. Аспирация и пневмотранспорт деревообрабатывающих предприятий. – Екатеринбург: Урал. гос. лесотехн. ун-т., 2010. -138 с.
- А.Н. Александров, Г.Ф. Козориз. Пневмотранспорт и пылеулавливающие сооружения на деревообрабатывающих предприятиях. – М: Лесная промышленность, 1988. – 248 с.
- Пневмотранспортное оборудование: справочник/ М.П. Калинушкин, М.А. Коппель, В.С. Серяков, М.М. Шапунов. – Л.: Машиностроение. Ленингр. отд-ние, 1986. – 286 с.
- Кузнецов Ю.В., Никифоров А.Г. Удельный расход электроэнергии на производство сжатого воздуха. /Компрессорная техника и пневматика. №3, 2016, с. 27-38.
- Кузнецов Ю.В., Никифоров А.Г. Расчёт количества сконденсированной влаги при охлаждении сжатого воздуха / Компрессорная техника и пневматика. №6. 2016, с. 23-29.
- Никифоров А.Г. Ермаченков Ф.А. Повышение энергетической эффективности путем частичной децентрализации энергоснабжения сельскохозяйственных производителей. Актуальные вопросы науки и хозяйства: новые выводы и решения: сборник материалов междун. науч.-практ. конф. – Тюмень: ГАУСЗ, 2016, с. 58-61.
- В.А. Кулагин, А.Г. Никифоров. Моделирование напорной характеристики центробежной компрессорной ступени. / Компрессорная техника и пневматика. — № 2. – 2017. – с. 36-41.
- Vladimir A. Kulagin and Alexander G. Nikiforov. Modeling Pressure Characteristics of Centrifugal Compressor Step. Journal of Siberian federal Universsitty. Engineering&Technologies, 2017, 10 (3) – pp. 388 – 399.
- Белокопытов В.Н., Герасимов В.Н., Кучумов А.В., Никифоров А.Г., Внуков В.Г. Проблемы первичной переработки льнотресты в поле и пути их решения. Сборник материалов международной научно-практической конференции «Продовольственная безопасность: от зависимости к самостоятельности». — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2017. — с. 646-655.
- Кучумов А.В., Никифоров А.Г. Расчет системы пневмотранспорта мобильного льноуборочного агрегата. Сборник материалов международной научно-практической конференции «Продовольственная безопасность: от зависимости к самостоятельности». — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2017. — с. 667-673.
- Кулагин В.А., Никифоров А.Г. Моделирование напорной характеристики центробежной ступени. Компрессорная техника и пневматика. 2017. № 2. — с. 36-40.
- Кулагин В.А., Никифоров А.Г. Нейросетевая модель характеристик центробежной ступени. Журнал Сибирского федерального университета. Серия: Техника и технологии. 2017. Т. 10. № 3.- с. 388-398.
- Боровков А.И., Войнов И.Б., Галеркин Ю.Б., Никифоров А.Г., Никитин М.А. Моделирование газодинамических характеристик на примере модельной ступени центробежного компрессора. Научно-технические ведомости СПбПУ. Естественные и инженерные науки. Т.24. №2. 2018. – с. 44-57.
- Никифоров А.Г., Авраменко Д.Ю. Подготовка экспериментальных данных для нейросетевого моделирования характеристик центробежных компрессоров. . Научно-технические ведомости СПбПУ. Естественные и инженерные науки. Т.24. №4. 2018. – с. 61-72.
- Никифоров А.Г., Дзедиц А.А. Белокопытов В.Н., Вернигор А.В., Герасимов В.Н. Газификация льняной тресты как путь энергетической самостоятельности льнозаводов. «Актуальные вопросы развития органического сельского хозяйства»: сборник матер. междун. науч.- практ. конф. (16 октября 2018г) – Смоленск: ФГБОУ ВО Смоленская ГСХА. 2018 – с. 584 — 591.
- Никифоров А.Г., Сидоренков М.В. Расчет кинематики потока костро-волокнистой смеси в режуще-отделительном агрегате льнокомбайна. Сборник материалов национальной науч. – практ. конф «Современные проблемы агропромышленного комплекса» — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2018. — с. 71-78.
- Никифоров А.Г., Сидоренков М.В. Анализ газодинамики потока в режуще-отделительном аппарате льнокомбайна. Сборник материалов межунар. науч. – практ. конф. «Управление устойчивым развитием сельских территорий региона» — Смоленск: ФГБОУ ВО Смоленская ГСХА, 2018. — с. 724-727.
- Demidenko N.D., Kulagina L.V., Nikiforov A.G. Optimal control of the separation process with flow restrictions, J. Sib. Fed. Univ. Eng. technol., 2019, 12(2), 159-170. DOI: 10.17516/1999-494X-0125.
- Никифоров А.Г., Авраменко Д.Ю. Подготовка экспериментальных данных для нейросетевого моделирования характеристик центробежных компрессоров. Научно-технические ведомости СПбПУ. Естественные и инженерные науки. Том 24. №4, 2018. – с. 61 -72.
- Никифоров А.Г., Рековец А.В., Сидоренков М.В. Модернизация мобильного устройства по предварительной переработке льнотресты в полевых условиях. Агробиофизика в органическом сельском хозяйстве: сборник материалов международной научной конференции. – Смоленск: ФГБОУ ВО Смоленская ГСХА. — 2019. с. 364-366.
- A Nikiforov, D Avramenko, A Kuchumov, S Terentev, and O Solovyeva Vaneless diffusers characteristics simulating by means of neural networks. IOP Conference Series: Material Science and Engineering 604 (2019). London. UK. 012046. doi: 10.1088/1757-899X/604/1/012046
- Nikiforov A., Kuchumov A., Terentev S., Petukhov E.. Simulation of gas-dynamic characteristics of a centrifugal compressor vane diffuser using neural networks. — E3S Web of Conferences 140, 05003 (2019). — International Scientific Conference on Energy, Environmental and Construction Engineering (EECE-2019). https//doi.org/10.1051/e3sconf/201914005003
- Borovkov A., Voinov I., Galerkin Y., Nikiforov A., Nikitin M., Solovyeva O. Issues of gas dynamic characteristics modeling: a study on a centrifugal compressor model stage. — E3S Web of Conferences 140, 06003 (2019). — International Scientific Conference on Energy, Environmental and Construction Engineering (EECE-2019) https://doi.org/10.1051/e3sconf/201914006003
- Никифоров А.Г., Рековец А.В., Филиппенков В.В. Разработка системы энергосберегающего теплоснабжения льнозаводов на основе сжигания льняной тресты. «Национальные приоритеты развития АПК»: сборник материалов национальной научной конференции (12 февраля 2020 года) – Смоленск: ФГБОУ ВО Смоленская ГСХА, 2020. – с. 80 – 91.
- Никифоров А.Г., Рудюк А.С. Использование нейросетевой модели для оптимизации характеристик элементов центробежного компрессора. «Современные цифровые технологии в агропромышленном комплексе»: сборник материалов международной научной конференции (30 апреля 2020 года) – Смоленск: ФГБОУ ВО Смоленская ГСХА. В трѐх томах. Том 2. 2020. – с. 220-226.
- Галеркин Ю.Б., Никифоров А.Г., Соловьева О.А., Попова Е.Ю., Рековец А.В. Моделирование характеристик безлопаточных диффузоров с помощью нейронных сетей. Известия высших учебных заведений. Машиностроение. № 7(724), 2020. DOI: 10.18698/0536-1044-2020-7-29
- Галеркин Ю.Б. Турбокомпрессоры. Рабочий процесс, расчёт и проектирование проточной части. [текст] / Ю.Б. Галеркин // М.: ООО «Информационно-издательский центр «КХТ». — 2010. — с. 596 с.